 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
+7 (495) 989-43-69
(многоканальный)
e-mail: arz-p@arzpuck.ru
8-926-917-76-62
8-926-917-76-69
+7 (499) 123-54-44,
+7 (499) 124-56-63,
+7 (499) 797-49-76,
+7 (499) 127-67-40,
+7 (499) 127-18-78,
+7 (499) 755-71-13.
Материалы и методы изготовления комбинированных емкостей
Как мы уже отмечали, комбинированные емкости изготавливают из нескольких слоев материала (рис. 6.7) и укупоривают верхними и нижними крышками. Выбор материала и конструкция емкости зависят от потребностей заказчика и предпочтений конечных потребителей.
Облицовочные (покровные) слои
Функция облицовочных (покровных) слоев — обеспечить защиту изделия. Они должны быть стойкими к действию расфасованного изделия, причем компоненты последнего не должны проникать в этот слой. Покровный слой не должен разрушаться под действием внешних нагрузок (особенно при транспортировке). Иногда требуется (например, в случае фасовки снеков с крупинками соли), чтобы покровный слой обладал стойкостью к износу и проколам изнутри. В некоторых случаях покровный слой должен служить дополнительным барьером для кислорода и водяного пара, а иногда он служит лишь для предохранения от утечек расфасованного изделия.
В зависимости от типа фасуемого изделия собственно покровный слой может состоять из нескольких слоев материала. В качестве материалов, допущенных для контакта с пищевыми продуктами, можно использовать ПП, ПЭТ, Surlyn®, металлизированный ПЭТ и др. Для сохранения барьерных свойств при спиральной навивке край одного витка спирали накладывают с перекрытием, поворачивают на 180° и подвергают термосвариванию «кромка к кромке», при этом предыдущий виток находится в области перекрытия. Такое наложение витков называют складкой типа «анаконда» (см. рис. 6.7). Если требуется обеспечение и барьерных свойств, и защиты расфасованного изделия, то в качестве покровного слоя под поверхностью, контактирующей с расфасованным изделием, используют алюминиевую фольгу. Завершает структуру облицовочного слоя слой крафт-бумаги, служащий основой для получения необходимой структуры.
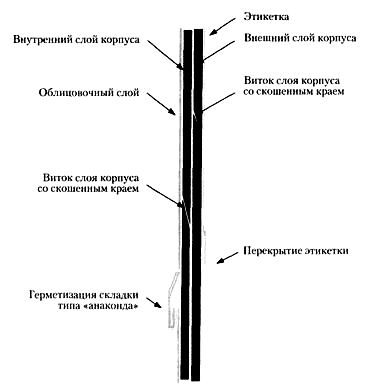
Рис. 6.7. Корпус комбинированной емкости в разрезе.
Скорость проницаемости для водяного пара и кислорода («высокая», «средняя» и «низкая») приведены в табл. 6.5, а примеры структуры покровных слоев, оценка их барьерных свойств и типовые способы применения — в табл. 6.6.
Таблица 6.5. Оценка барьерных свойств покровных слоев
| Характеристики | Примерные барьерные свойства | |
| Проницаемость для водяного пара, г/24 условия в емкости 38 °С и ОВ 90% | Проницаемость для О2, см3/24 ч условия в емкости 25 °С и ОВ 50% | |
| Высокая | <0,02 | <0,01 |
| Средняя | < 1,00 | <0,50 |
| Низкая | < 5,00 | < 1,00 |
Таблица 6.6. Оценка барьерных свойств покровных слоев различной структуры
| Структура покровного слоя | Барьерные свойства | Область применения |
| Крафт-бумага/фольга/ПП | Высокие | Герметичная упаковка пищевых продуктов (кофе, орехов, снеков, шортенингов, арахисового масла, детского питания и т. п.); используются краски на основе растворителей и латексов |
| Крафт-бумага/фольга/Surlyn® | Тоже | Герметичная упаковка пищевых продуктов, включая орехи и снеки |
| Крафт-бумага/фольга/П Э В П | —"— | Твердые шортенинги, сухие концентраты напитков, снеки |
| Крафт-бумага/М П ЭТ/Surlyrf | —"— | Герметичная упаковка снеков |
| Крафт-бумага /ПЭ/фольга/ | —"— | Замороженное тесто |
| Соэкстр. ПЭВП Крафт-бумага/фольга/ скользящее виниловое покрытие | Средние | Замороженное тесто, адгезивы, замазка; сухие концентраты напитков, негерметичная упаковка пищевых
продуктов |
| Крафт-бумага/ПЭ/ПЭТ/5мг/г/и® | То же | Корма для домашних животных, емкости с бумажным днищем |
| Крафт/ПЭНП/ОПП | —"— | Твердые шортенинги |
| Крафт-бумага /ЛПЭНП/ПЭВП, белый | Низкие | Замороженные концентраты |
| Крафт-бумага/5мг/г/и®/П Э В П, белый | Тоже | Тоже |
| Крафт-бумага/ПЭВП, белый | —"— | Замороженные концентраты цитрусовых соков |
| Крафт-бумага/ПЭВП | —"- | Моторные масла |
Картонный корпус
Прочность комбинированной емкости определяется прочностью картонного корпуса (рис. 6.8), который должен обеспечить достаточную осевую прочность для штабелирования готовых упаковок на поддонах, а прочность его боковых стенок должна обеспечивать противостояние соударениям при транспортировке.
В производстве комбинированных емкостей обычно используют два вида картона: из небеленой сульфатной (крафт) целлюлозы и макулатурный картон. И тот и другой обеспечивают примерно одинаковую осевую и боковую прочность, но картон из крафт-целлюлозы благодаря более длинным волокнам выдерживает большее напряжение сдвига. Картон из крафт-целлюлозы можно заменять широкодоступным макулатурным картоном, который в соответствии с нормативными актами некоторых стран должен применяться для упаковки в обязательном порядке.
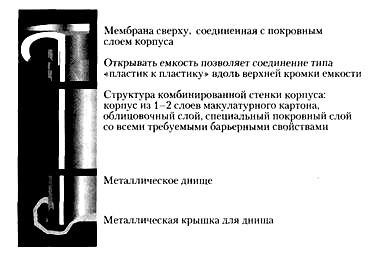
Рис. 6.8. Конструкция комбинированной емкости.
Для обеспечения хорошего соединения между спирально навитыми смежными слоями материала их края скашивают, то есть срезают под углом так, чтобы смежные кромки аккуратно прилегали друг к другу. Это позволяет также повысить прочность комбинированной емкости.
Этикетки
Этикетка — элемент внешнего слоя комбинированной емкости и должна удовлетворять самым разным требованиям. Она служит своего рода рекламоносителем изделия, должна привлекать внимание своим изобразительным решением, а также придавать упаковке дополнительные барьерные свойства.
Упаковка в регулируемой газовой среде
Материалы и методы производства комбинированных емкостей зависят от целей использования упаковки и требуемых функциональных свойств. При разработке комбинированных емкостей для упаковки снеков основная задача заключалась в создании герметически закрытого контейнера, способного заменить металлическую банку, закупориваемую в вакууме. Для решения этой задачи была разработана технология фасования в среде азота, которая применяется и в настоящее время для увеличения срока годности некоторых пищевых продуктов — в частности, орехов, снеков и чипсов.
Наиболее распространенный способ удаления кислорода называют продувкой. Он заключается в заполнении тары непосредственно перед фасованием газом с инертными свойствами (например, азотом).
Технология продувки газом обычно определяется свойствами расфасовываемого продукта. Например, порошкообразные изделия могут спрессовываться, что требует продувки в несколько этапов. Сначала емкость продувают газом перед фасованием, затем ее продувают в установке розлива (дозирования) и, наконец, после фасования (но перед укупоркой) осуществляют еще одну продувку в целях удаления кислорода из пространства между крышкой и изделием. Для фасования снеков может быть достаточно лишь продувки емкости перед укупоркой.