 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
+7 (495) 989-43-69
(многоканальный)
e-mail: arz-p@arzpuck.ru
8-926-917-76-62
8-926-917-76-69
+7 (499) 123-54-44,
+7 (499) 124-56-63,
+7 (499) 797-49-76,
+7 (499) 127-67-40,
+7 (499) 127-18-78,
+7 (499) 755-71-13.
Производство гофрокартона
Коробки из гофрокартона производятся на предприятиях по изготовлению гофрокартона или на производстве листового картона. Для производства гофрокартона используют гофроагрегат, выпускающий плоские листы гофрокартона, и установку по производству гофрокоробок, где наносится печать, производится вырубка, биговка (рицовка) и оклейка (иногда также заклеивание лентой или сшивка скобами). Эти операции называют переработкой.
Листовой гофрокартон может также поступать на небольшие фабрики по его переработке, где из листового материала изготавливают небольшие серии упаковки по заказам. Такую заказную упаковку можно быстро доставить заказчику и удовлетворить потребности небольших местных рынков.
Производство гофрокартона введется в линии и состоит из нескольких этапов.
Производство двухслойного гофрокартона (см. рис. 11.25). Материал для гофра (флютинга) нагревают и обрабатывают паром, после чего он становится достаточно гибким для осуществления гофрирования и сохранения приданной формы. Форма гофра задается двумя рифлеными гофрировальными валами или по «беспальцевой» технологии, когда придание формы гофру осуществляется одним рифленым валом под вакуумом. После гофрирования материала на вершины гофров наносится крахмальный клей, и гофр соединяют с картоном для плоских слоев, который предварительно доводят до той же температуры и влажности, что и материал для гофра. На установке для производства трехслойного гофрокартона наносится второй плоский слой, после чего получается двусторонний гофрокартон (рис. 11.26).
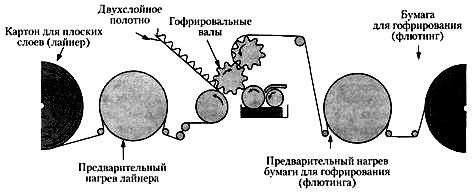
Рис. 11.25. Производство двухслойного гофрокартона
После секции сушки перед резкой на требуемую ширину и длину картон охлаждается. Картон также может подвергаться рилевке (биговке) в продольном направлении гофроагрегата.
К основным технологическим параметрам относятся:
• профиль рифленых валов (Л, В, Си т. д.);
• температура и давление валов;
• вязкость клея;
• относительная скорость предварительного нагревания картона для плоских слоев (флютинга);
• условия предварительного нагревания картона для плоского слоя и материала для гофра.
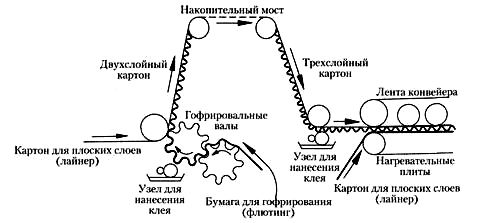
Рис. 11.26. Производство трехслойного (двустороннего) гофрокартона
Скорость машины для склеивания двух слоев выше, чем машины для приклеивания третьего слоя, и для компенсации разности скоростей избыток материала накапливается на мосту-накопителе, располагаемом между станциями приклеивания плоских слоев.
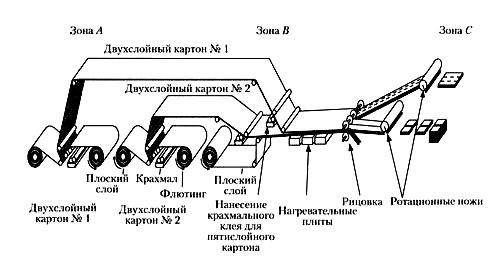
Рис. 11.27. Производство пятислойного гофрокартона
Для изготовления пятислойного гофрокартона в установку включают дополнительные секции (рис. 11.27). Два двухслойных полотна гофрокартона формируются в зоне А. Гофры двухслойного полотна 1 приклеиваются к плоскому слою двухслойного полотна 2 в зоне В. К ним приклеивается плоский слой для гофров двухслойного полотна 2, и склеенный картон высушивается между нагревательными плитами в зоне С.
Приготовление крахмального клея — важный элемент надлежащего технологического процесса. Крахмальный клей для склеивания гофрокартона состоит из четырех основных компонентов — клейстеризованного крахмала, водной суспензии крахмала, едкого натра (каустической соды) и буры (тетраборат натрия). Все ингредиенты перемешиваются в смесителе на так называемой «кухне».
Клейстеризованный крахмал служит носителем для неклейстеризованного при нанесении его на вершины гофров, и под действием тепла и воды неклейстеризованный крахмал разбухает в процессе нанесения клея и склеивает вершины гофров флютинга с плоским слоем картона. Едкий натр способствует растворению крахмала и регулирует точку начала гелеобразования, или разбухания, неклейстеризованного крахмала.
Бура (декагидрат тетрабората натрия) добавляется в форме пента- или дека-гидрата, то есть в гидратированном виде (соответственно с 5-ю или 10-ю молекулами кристаллизационной воды). Обработка едким натром и бурой предназначена для ускорения существенных химических изменений в структуре крахмала, меняющих его физические свойства.
Бура модифицирует крахмал в полимер с более разветвленной структурой цепи, обеспечивающей большую вязкость и липкость клея. Она обеспечивает необходимые реологические свойства для эффективного захвата клея наносящим валиком и его переноса с валика на вершины сформированных гофров.
Здесь может возникнуть вопрос — каковы же необходимые свойства хорошего промышленного крахмального клея для гофрокартона? Выделяют четыре основные требования к адгезиву, которым должна удовлетворять система на основе крахмала:
• воспроизводимость свойств от партии к партии;
• стабильность вязкости при хранении и транспортировке к гофроагрегату;
• необходимые реологические или пленкообразующие свойства, позволяющие обеспечить перенос клея на валик и далее с валика на вершины гофров;
• формирование прочных адгезионных связей, удовлетворяющих требованиям последующих технологических операций.
Если какое-либо из перечисленных условий не выполняется, то говорить о хорошем промышленно выпускаемом адгезиве не приходится.
Плоские листы гофрокартона, поступающие с гофроагрегата, передаются на операции переработки, где в зависимости от типа производимого гофрированного изделия основными установками являются печатная и просекально-рилевочная машины (слоттер), высекальный (штанцевальный) пресс и фальцевально-склеивающие машины.
Заготовки для четырехклапанных коробок (RSC), поступающие из гофроагрегата, собирают на флексо-фальцевально-склеивающих машинах. Высекание и рилевание особых конструкций заготовок выполняется на просекально-рилевочных машинах.
Выпускается также оборудование, объединяющее в линии основные операции печати и сборки гофрокоробок (рис. 11.28).
Эта машина со сниженным шумообразованием позволяет автоматизировать операции настройки, необходимые при переходе от одной конструкции ящика к другой, а также оснащена системой удаления картонной пыли, образующейся при высекании.

Рис, 11.28. Фирма Martin объединила в линии встроенный ротационный высекальный пресс, слоттер (просекальную машину)-флексо-фальцевально-склеивающую машину
А — устройство подачи, позволяющее работать с картоном разной толщины, от тонкого (с микрогофром) до трехслойного гофрокартона;
В — 4-красочное устройство флексографской печати;
С — ротационный высекальный пресс для производства сложных конструкций коробок, то есть изделий с более сложными элементами, чем обычная рилевка (рицовка) и пазы;
D — высекальная машина с устройством для удаления отходов;
Е — фальцевально-склеивающая машина для выполнения бокового шва;
F — дисплеи для настройки оборудования и управления им;
G — устройство для укладки коробок в кипы и аккуратного извлечения их из машины.