 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
+7 (495) 989-43-69
(многоканальный)
e-mail: arz-p@arzpuck.ru
8-926-917-76-62
8-926-917-76-69
+7 (499) 123-54-44,
+7 (499) 124-56-63,
+7 (499) 797-49-76,
+7 (499) 127-67-40,
+7 (499) 127-18-78,
+7 (499) 755-71-13.
Проектирование тары из гофрокартона
Для наиболее экономичного обеспечения необходимой кубатуры коробка должна иметь соотношение размеров сторон 2:1:2 (то есть длина вдвое больше ширины, а высота равна длине). Когда выпускается имеющая такие пропорции коробка с четырьмя равновеликими клапанами, определенный объем тары обеспечивается при минимальном расходе картона, несмотря на то что при этом мы не учитываем расходы на материал, необходимый для соединения фабричного шва. Этим принципом можно руководствоваться при проектировании любых коробок, за исключением очень маленьких.
Коробки, длина которых вдвое больше ширины, имеют еще и то преимущество, что при штабелировании их можно ставить с перекрытием, что обеспечивает большую устойчивость штабеля. Каждая коробка может ставиться перпендикулярно коробкам нижнего ряда. В течение долгого времени наиболее неподходящей для складирования формой коробки считался правильный куб, который совершенно невозможно уложить в штабеля с перекрытием, но в наши дни, благодаря распространению растягиваемых и термоусадочных пленок для фиксации груза на поддоне, стало возможным использование коробок, укладываемых вертикально. Чтобы тяжелые товары не перемещались внутри ящика, следует использовать оберточный материал соответствующей толщины. Легкие изделия могут удерживаться пленочной оберткой, натягиваемой поверх углов поддонов с выступами (в этом случае груз фиксируется непосредственно на поддоне) или с помощью наклонных угловых подпорок, закрепленных растягивающейся пленкой.
Если у производителя тары имеется возможность выбирать способ расположения содержимого внутри коробки, желательно внимательно проанализировать, какими должны быть пропорции коробки с точки зрения максимально эффективного использования места на складе и в транспортных средствах при перевозке. Наиболее подходящая форма коробки определяется с учетом ширины конвейера, размеров полезного объема грузовых автомобилей и железнодорожных вагонов, а также размеров поддонов; от этих факторов зависит и выбор одного из стандартных размеров поддона— например, достаточно широко распространен размер 42 × 48 дюймов (106,7 на 121,9 см). Желательно, чтобы ярусы коробок ставились с перекрытием и при этом отклонение (выступ за линию вертикальных стенок коробок) составляло не более одного дюйма (2,5 см), а незаполненное пространство было бы минимальным.
Некоторые виды товаров могут плотно прижиматься друг к другу внутри коробки, тогда как при упаковке хрупких предметов или таких, на поверхности которых не должно остаться царапин, требуется использовать амортизирующие прокладки или разделители из гофрокартона, показанные на рис. 14.7.
Выбор гофра
Выбор гофра определяется тем, какие изделия будут упакованы в коробку; особенно важно учесть хрупкость, плотность и устойчивость этих предметов. В случаях, когда важно обеспечить прочность на сжатие в вертикальном направлении (например, при упаковке товаров, не имеющих устойчивости внутри упаковки, хранящихся на складе в штабелях очень большой высоты) наиболее подходит гофр А. Гофрокартон этого профиля хорошо подойдет и для амортизации хрупких изделий — кроме изделий, имеющих большую плотность, упаковка которых должна обладать более высоким сопротивлением плоскостному сжатию (см. табл. 14.3).
Гофрированная бумага профиля В имеет больше линий соприкосновения с картоном плоского слоя, поэтому такой картон лучше подойдет в тех случаях, где требуется большая прочность к раздавливанию. Кроме того, такой гофрокартон более прочен в области рилевочных линий, которые часто разрываются, когда в ящик упакованы консервы в металлических банках, и имеет большее сопротивление раздавливанию в вертикальном направлении. Гофрокартон профиля В легче складывается, благодаря чему коробки маленького размера имеют более аккуратный вид.
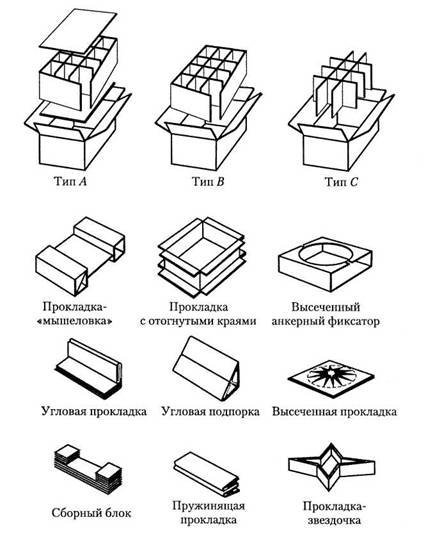
Рис. 14.7. Для амортизации хрупких предметов используются различные виды прокладок, блоков и подпорок, изготовляемых из гофрокартона. Перегородки типов Л, В и С используются предприятиями, производящими стеклянные изделия, подлежащие дальнейшей обработке
Достаточно распространенным материалом, сочетающим d себе достоинства гофров Аи В, является гофр С. Этот материал обладает достаточно хорошим сопротивлением сжатию и вполне приемлем по прочности. Гофр С выпускается повсеместно, поэтому проблем с его приобретением не возникает; он хорошо подходит для упаковки многих видов товаров.
Гофр А подходит для внутренних деталей упаковки благодаря большей толщине и лучшим амортизирующим свойствам, но при этом должна учитываться плотность упаковываемого товара, поскольку под действием его веса гофры могут сплющиваться. В настоящее время для внутренних перегородок и фиксации товаров внутри упаковки иногда также используется гофр Е. Такие перегородки занимают меньший объем и при упаковке изделий невысокой степени хрупкости отделяют их друг от друга, защищая от царапин.
Направление гофра
Как правило, гофры направлены вертикально, так как в этом случае обеспечивается максимальное сопротивление сжатию. Гофрокартон внутренних деталей коробки также имеет вертикально направленные гофры, но направление гофров у картона прокладки иногда бывает горизонтальным, так как это защищает содержимое от толчков при спуске по лотку или желобу, транспортировании на конвейере или при тряске в грузовых вагонах. В действительности прочность гофрокартона с горизонтальным или вертикальным направлением гофров отличается ненамного. На основе нижеприведенных данных видно, что гофрокартон профиля В большее сопротивление сжатию имеет в горизонтальном направлении.
Сопротивление сжатию гофров горизонтального направления или в случае штабелирования в горизонтальном положении составляет:
горизонтальный гофр А = 80% от сопротивления вертикального гофра А;
горизонтальный гофр В = 120% от сопротивления вертикального гофра В;
горизонтальный гофр С = 90% от сопротивления вертикального гофра С;
горизонтальный гофр Е= 150% от сопротивления вертикального гофра Е.
Печать
На высекаемых коробках печать можно достаточно экономично осуществлять с помощью резинового печатного штампа одновременно с высеканием клапанов и нанесением вертикальных линий рилевки. Машина, использующаяся в этом случае, называется печатно-высекальным станком. На таком станке чаще всего осуществляется одно- или двухцветная печать, но существуют и модели, рассчитанные на печать изображения четырех и более цветов. На гофрокартоне можно печатать изображения с использованием полутонов и цвета, получаемого наложением красок, но при этом требуется достаточно сложная наладка оборудования, которая окупается только в случае выпуска большой партии коробок. Кроме того, высокое качество напечатанного на коробке изображения можно обеспечить с помощью запечатывания внешнего листа плоского слоя на стандартном печатном прессе перед наклеиванием его на гофрированный слой.
При компоновке макета изображения, которое будет выполнено на стенках коробки, по крайней мере на одной из боковых стенок, а также на нижней или верхней крышке, следует предусмотреть обозначение содержимого в форме штрих-кода и алфавитно-цифрового кода, набранного жирным шрифтом и имеющего высоту не менее 25,4 мм (еще лучше разместить идентификационные знаки с четырех сторон). Эта информация также может быть помещена на одном из верхних клапанов, где располагаются и правила использования и хранения товара; при этом на другом верхнем клапане ничего не печатается, так как он предназначен для указания наименования и адреса грузополучателя, а также других транспортных сведений (рис. 14.8).
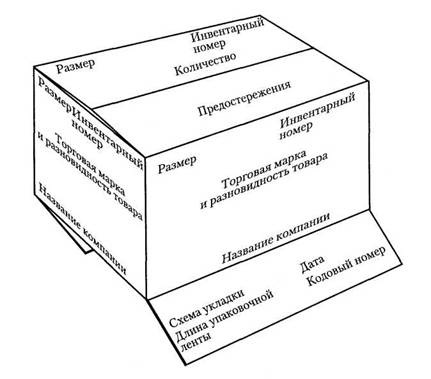
Рис. 14.8. Наиболее важная информация должна указываться на всех боковых сторонах транспортной тары, а также на верхних клапанах; дополнительные затраты по сравнению с печатью только на одной стенке весьма невелики. На рисунке количество и размер продукции обозначены на участках, определенных в результате опроса оптовых и розничных предприятий, продающих пищевую и фармацевтическую продукцию. На одном из верхних клапанов ничего не печатается, так как он предназначен для указания наименования и адреса грузополучателя, а также других транспортных сведений
Количество и размер изделий в упаковке может указываться в верхнем левом углу каждой стенки, при этом инвентарный номер располагается в верхнем правом углу. В центре стенки коробки следует расположить наименование торговой марки, разновидность товара и его название. Наименование и адрес фирмы-производителя желательно разместить в нижней части двух, трех или четырех стенок ящика. На нижних клапанах необходимо поместить информацию, соответствующую документации фирмы-производителя коробки, в том числе инвентарный номер и дату производства самой коробки. Кроме того, полезно будет указать длину используемых для запечатывания коробок полос клейкой ленты (если запечатывание осуществляется именно таким способом) и дать схематическое изображение расположения изделий на поддоне.
Сопротивление сжатию
На практике в случае необходимости долгосрочного хранения коробок необходимо определять допустимую безопасную нагрузку, равную четверти прочности на сжатие пустой коробки. Например, если при испытании на сжатие пустая коробка с запечатанными клапанами сминается под воздействием 800 фунтов веса (363 кг), то максимальная нагрузка при штабелировании для коробки нижнего яруса в нормальных условиях хранения на складе составит 200 фунтов (90,7 кг).
При более точном способе приближенного вычисления прочности на сжатие в расчет принимается и показатель усталостной прочности, зависящий от предполагаемой продолжительности хранения коробок, после чего учитывается фактор влажности, зависящей от климатической зоны и времени года. Чтобы определить сопротивление сжатию с помощью этого метода, вначале посмотрите на график (рис. 14.9). Подсчитайте периметр коробки (внутренняя длина + ширина х 2), результат испытания на продавливание по Муллену и тип гофра. Числа, указанные на графике, соответствуют грузу, который коробка может выдержать в течение нескольких дней. Результат следует умножить на указанный в табл. 14.5 процент, соответствующий предполагаемому сроку хранения. Затем в табл. 14.6 следует найти показатель максимальной влажности, возможной в течение периода хранения, и умножить на него полученный ранее результат, соответствующий максимальной нагрузке, безопасной с точки зрения прочности нижней коробки в штабеле; при этом, естественно, подразумевается, что коробка сделана достаточно качественно. При обоих методах приблизительного подсчета подразумевается, что содержимое не обладает собственной устойчивостью, и вся нагрузка приходится на коробку.
Все же следует отметить, что результат традиционного испытания на продавливание по Муллену, используемый в вышеприведенной формуле, в действительности имеет мало общего с сопротивлением сжатию, присущему данной коробке. Исследователям потребовалось много лет, чтобы разработать приемлемый способ испытания на торцовое сжатие (Edgewise Compression Test, ЕСТ). Только сравнительно недавно этот метод был признан в качестве возможного способа измерения прочности гофрокартона; он является наиболее удобным в современных условиях транспортирования и хранения товаров на складах.
Одним из первых открытий в этой области стал тот факт, что нагрузка распределяется на разных участках стенок и ребер коробки неравномерно. Наибольшая нагрузка сосредоточена в области вертикальных углов. На средние участки ребер приходится только от половины до двух третей нагрузки, действующей в области углов коробки.
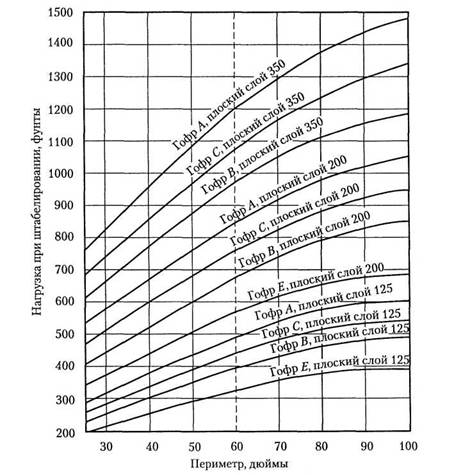
Рис. 14.9. Хотя на этом графике, показывающем стандартное сопротивление сжатию коробки с четырьмя равновеликими клапанами, сложная последовательность вычислений представлена несколько упрощенно, в большинстве случаев более точных вычислений не требуется. У высоких узких коробок, а также коробок, на которых достаточно большое место занимает напечатанное изображение, сопротивление сжатию на 10% ниже. Прочность пятислойного гофрокартона на 50% больше, чем у трехслойного из того же материала
Разработке технологии проведения испытаний, на которые не влияли бы эти и другие отклонения характеристик гофрокартона, мешало и то, что картон профиля А, В и С имеет различный предел прочности при сжатии. Наконец, все же удалось разработать такое испытание на торцовое сжатие (ЕСТ) пробных экземпляров, при котором одна и та же формула подходит для гофров любого размера. Все использующиеся образцы гофрокартона имеют ширину 2 дюйма (51 мм), но отличаются по высоте: гофр А имеет высоту 2 дюйма (51 мм), гофр В — 1,25 дюйма (31,8 мм), а гофр С — 1,5 дюйма (38 мм). Верхняя и нижняя стороны образца на четверть дюйма (6,35 мм) погружаются в воск, с помощью чего придается жесткость открытым срезам вертикально направленных гофров.
Сопротивление сжатию в течение многих лет исследовалось группой специалистов американского Института химии бумажных материалов (Institute of Paper Chemistry).
Таблица 14.4. Усталостная прочность
| Продолжительность хранения груза | Сопротивление сжатию, % |
| Краткосрочная | 100 |
| 10 дней | 65 |
| 30 дней | 60 |
| 100 дней | 55 |
| 1 год | 50 |
Таблица 14.5. Воздействие влажности
| Относительная влажность, % | Сопротивление сжатию, % |
| Отсутствие влажности | 100 |
| 25 | 90 |
| 50 | 80 |
| 75 | 65 |
| 85 | 50 |
| 90 | 40 |
В результате была создана формула, названная по имени Р. С. Макки (R. С. МсКее), руководителя этого коллектива. Разработанная тогда формула Макки, позволяющая вычислить предел прочности гофрокартона при сжатии, достаточно сложна и применяется в случаях, когда необходима особая точность, тогда как чаще всего упаковочным предприятиям достаточно результатов вычисления по упрощенной формуле, разработанной несколько позже:
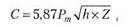
где С — предел прочности на сжатие при штабелировании, фунтов; Рт — прочность при торцовом сжатии, фунтов на дюйм; h — толщина гофрированного слоя, дюймы; Z — периметр коробки (2L + 2W), дюймы.
Специалисты по упаковочным технологиям должны особенно внимательно отнестись к определению того, какой предел прочности на сжатие должна иметь коробка. На упаковочных предприятиях груз не штабелируется на поддонах более чем в два яруса, тогда как владельцы складов транзитных товаров, а также оптовых и оптово-розничных складов в настоящее время стремятся избежать строительства новых помещений, размещая товар на своих складах как можно более высокими штабелями. На многих современных складах поддоны штабелируются, как минимум, в четыре яруса. Кроме того, следует учитывать, что в южных областях большую часть времени сохраняются высокая влажность и температура. Кроме этих трех основных врагов транспортной тары существует и четвертый — транспортные средства, применяемые для доставки грузов.
Руководство предприятий зачастую выражает недовольство чрезмерной стоимостью транспортной тары и постоянно стремится снизить эти затраты, но в действительности они ошибаются, так как из-за несоответствующей или недостаточной упаковки при транспортировании и хранении продукции предприятия несут значительно больший ущерб. Именно за счет снижения таких потерь можно увеличить прибыль от поставки и продажи любой продукции.