 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
+7 (495) 989-43-69
(многоканальный)
e-mail: arz-p@arzpuck.ru
8-926-917-76-62
8-926-917-76-69
+7 (499) 123-54-44,
+7 (499) 124-56-63,
+7 (499) 797-49-76,
+7 (499) 127-67-40,
+7 (499) 127-18-78,
+7 (499) 755-71-13.
Послепечатная обработка этикеток
Лакирование
Лакирование аналогично нанесению покрытия в машине, но выполняется после сушки листов запечатанных этикеток вне печатной машины на оборудовании, снабженном устройством для валкового нанесения покрытия. Покрытия (например, УФ-отверждаемой краской) могут быть различной толщины в зависимости от требований к этикетке. Будучи отдельной операцией, лакирование увеличивает себестоимость этикеток.
Бронзирование
Бронзирование — это способ придания листовым этикеткам «металлоподобного вида» (обычно позолоты). На участки листа, подвергаемые бронзированию на одноцветной листовой машине, наносят специальный адгезив или грунт для бронзирования. В состав оборудования входит встроенная система бронзирования, наносящая на лист бронзовый порошок («золотую пудру»). Специальные устройства для нанесения порошка (так называемые «пудрилки») равномерно наносят порошок на лист, но прилипает он только к участкам, обработанным клеем. Затем для удаления избытка порошка лист очищают и шлифуют до получения бронзового блеска. Бронизрование — относительно медленная и дорогая технология. В основном ее применяют в производстве этикеток для таких дорогих изделий, как марочные вина, крепкие алкогольные напитки и косметика.
Рельефное тиснение
Рельефное тиснение выполняется между подвижным штампом и матрицей (кон-гревным штампом). У матрицы форма вогнутая, а подвижный штамп служит для создания рельефного участка этикетки путем ее вдавливания в вогнутую матрицу.
Отделка этикеток
Для получения этикеток определенных размера или формы после нанесения печати большинство этикеток подвергают отделке. Особенно важной операцией отделки большинства этикеток является резка, которая может выполняться путем прямолинейного резания или вырубки (высекания). Некоторые этикетки («этикетки-проспекты» и многослойные этикетки-«раскладушки») могут подаваться с конвейера для последующего автоматического апплицирования, другие могут подвергаться бронзированию, тиснению или ламинированию. Все эти операции являются частью различных этапов и методов отделки этикеток.
Например, обертывающие этикетки для металлических банок режут на прямоугольники на устройстве гильотинной резки так, чтобы их можно было обернуть вокруг корпуса банки; винные этикетки прямоугольной формы вырезают для на-
несения на фронтальную или заднюю сторону стеклянных бутылок; фронтальные этикетки бутылок для пива или шампанского овальной или иной формы могут быть вырезаны штампом, тогда как самоклеящиеся этикетки нужной формы и размера главным образом вырубают.
К технологиям получения этикеток с отделкой, готовых для апплицирования на бутылки, металлические банки или упаковки, относят:
• резку гильотинными ножницами «в размер»;
• высечку;
• вырубку;
• продольную резку с последующим нарезанием листов на печатной машине (в некоторых случаях).
Для апплицирования этикеток на упаковку (контейнер) используются особые методы их размещения, а также различные способы их складывания (фальцовки) и вставки.
Первоначально форма этикеток была очень простой (прямоугольная или ква дратная, иногда с закругленными углами), несколько позже появились круглые и овальные этикетки. С расширением рынка возрос спрос на уникальные формы эти кеток, способствующие лучшему узнаванию того или иного изделия. Новые требования привели к появлению особой подотрасли этикетирования и технологий печати этикеток.
Прямолинейная резка
Многие этикетки печатают на листовых офсетных машинах (количество этикеток на листе — от 100 до 150). Листы с этикетками необходимо резать прямолинейно — как в случае квадратных или прямоугольных этикеток, так и перед последующей их вырубкой или высечкой для получения нужной формы.
Прямолинейная резка требует подачи соответствующим образом сложенной пачки этикеток (до 1000 шт.) в подающее устройство гильотины. Обычно это осуществляется с помощью воздушной подушки, по которой выполняется проводка бумаги на позицию резки. Стопа для первого реза фиксируется относительно неподвижного края гильотины, после чего на нее опускается зажим для удержания в нужном положении во время реза. Затем зажим приподнимается, и стопа перемещается в следующее положение для реза. Все резы на современных гильотинах выполняются с помощью программируемых устройств системы подачи, автоматически перемещающих этикетки в нужное положение для следующего реза. При прямолинейной резке этикеток необходимо соблюдать заданные допуски.
Вырубка
Вырубка и отделка являются составными частями процесса изготовления самоклеящихся, некоторых вплавных этикеток и этикеток особой формы с водоактивируемым клеевым слоем. В зависимости от типа этикетки и требований печати и/или вырубки последняя может выполняться с помощью высоких или полых штампов,
плоских и ротационных матриц (штанцевых форм) или (в последнее время) с помощью цифровых вырубных машин.
Высокие или полые матрицы, используемые для получения приклеиваемых этикеток нужной формы с помощью штанцевания, изготавливают из холоднокатаной стали. Для получения нужной формы и высоты их обрабатывают ковкой и сваркой. Стенки матрицы изнутри параллельны до высоты примерно 25 мм, а затем они расширяются. Возможны варианты вырубки как с неподвижной стопой этикеток и подвижным штампом, так и неподвижным штампом и прижимаемой к ней стопой этикеток. В любом случае для обеспечения чистоты реза между этикетками должно быть достаточное пространство, очень важны также острота кромок штампа и допуски на готовые вырубленные этикетки.
Плоские матрицы (штампы) чаще всего изготавливают путем сгиба заготовок из прецизионной профильной стальной пастины (линейки) со скошенной режущей кромкой вдоль одного края. Толщина такой линейки около 0,4 мм, а высота — около 12 мм. Для получения ножа линейка, согнутая до нужной формы с помощью специального гибочного инструмента, помещается в матрицу, в которой вырезаются пазы с конфигурацией этикеток нужной формы или форм. Таким образом, линейка в штампе фиксируется, сохраняя высокую точность вырубки.
Ротационные штампы гравируют с помощью электрических разрядов и закрепляют на твердом стальном цилиндре так, чтобы режущая кромка располагалась ровно вокруг боковой поверхности цилиндра. Используют также стальные пластины с вытравленной на поверхности конфигурацией штампа. Такие пластины устанавливают, оборачивая вокруг магнитного цилиндра тонкую сталь (рис. 4.11).
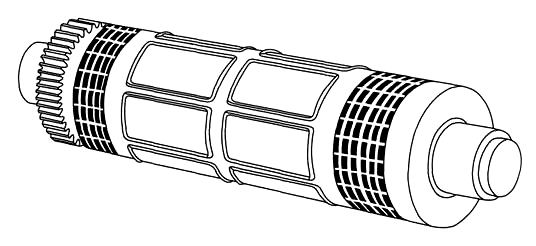
Рис. 4.11. Магнитный цилиндр с гибкой матрицей.
Любой тип ротационного штампа после машинной обработки или травления требует определенной финишной отделки, выполняемой с помощью автоматизированного оборудования, придающего штампу требуемое качество.
Цифровая вырубка этикеток — сравнительно новая разработка на основе лазер ной резки, используемой для вырезания оснований матрицы перед установкой в нее линеек. Как и при создании изменяемых изображений в случае цифровой печати, необходимая форма и размер этикеток программируются на компьютере, а при изготовлении вырубного штампа для вырубки этикетки требуемой формы в целях направления лазерного луча используется оптическая система. Как бумажные, так и этикетки из полимерной пленки с использованием этой технологии вырубаются довольно успешно, хотя и обходятся несколько дороже. При реализации полного потенциала цифровой печати этикеток для печати небольших количеств само клеящихся этикеток «под заказ» для получения любой нужной их формы и размера потребуется и цифровой метод вырубки. Такая технология уже разработана; и успешность ее применения в этикетировании будет определяться экономическими факторами.
Транспортировка и хранение
Этикетка в большинстве случаев является относительно дорогим элементом готового этикетированного изделия. Вполне естественно, что организации, осуществляющие этикетирование, ожидают, что этикетки будут поступать к ним в надлежащем состоянии и удовлетворительно функционировать на линии этикетирования.
От этикеток с водоактивируемым клеевым слоем заказчики обычно ожидают, что они будут упакованы в пачки с плоскими прокладками (например, картонными) сверху и снизу. Для защиты этикеток на основе бумаги от влаги, изменений ОВ и грязи следует использовать термоусадочные полиэтиленовые пленки или полиэтиленовые мешки.
Для сохранения плоскостности и необходимого содержания влаги очень важны условия хранения. Желательно, чтобы предприятие-изготовитель этикеток указывало относительную влажность и температуру при хранении этикеток. Перед отгрузкой этикеток для обеспечения параметров ОВ рекомендуется выполнять их предварительное кондиционирование на предприятии-изготовителе этикеток.
Особого внимания требуют транспортировка и хранение самоклеящихся этикеток. Как и этикетки с водоактивируемым клеевым слоем, функциональные свойства самоклеящихся бумажных этикеток зависят от температуры и влажности. При высокой температуре адгезив может размягчиться и стать текучим, а низкие температуры могут вызвать деламинирование бумажной основы, в связи с чем необходимо поддерживать температуру и относительную влажность, заданные поставщиком ламината или предприятием-изготовителем этикеток.
Еще одна проблема, связанная с самоклеящимися этикетками, заключается в том, что избыточное давление на пачку этикеток может привести к выдавливанию адгезива по кромкам. Рулоны этикеток следует упаковывать и штабелировать без перегрузок, в один ряд (как круги сыра). Этикетки, длительно хранящиеся в рулонах, могут искривиться, и кривизна будет тем выше, чем ближе материал к центру рулона. Кроме того, из-за ограниченного срока хранения самоклеящихся этикеток и потенциального старения адгезива необходимо учитывать рекомендуемый срок хранения.