 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
+7 (495) 989-43-69
(многоканальный)
e-mail: arz-p@arzpuck.ru
8-926-917-76-62
8-926-917-76-69
+7 (499) 123-54-44,
+7 (499) 124-56-63,
+7 (499) 797-49-76,
+7 (499) 127-67-40,
+7 (499) 127-18-78,
+7 (499) 755-71-13.
Линия упаковки в коробки из гофрокартона
Коробки из гофрокартона (с 4-мя равновеликими клапанами типа RSC и высеченные заготовки) заполняют вручную, полуавтоматически или полностью автоматически. Выбор метода заполнения зависит от типа изделия, вида упаковки, скорости линии и необходимой производительности. Коробки можно сначала собирать, а затем заполнять и закрывать, или формировать вокруг изделия и затем закрывать.
Обычно скорость заполнения коробок на полуавтоматических линиях составляет от 5-10 до 30 коробок в минуту, а на автоматических линиях — до 1 коробки в секунду. Для обеспечения эффективности работы упаковочной линии заготовки коробок из гофрокартона и готовые коробки должны удовлетворять определенным требованиям, в частности, относительно плоскостности и сохранения формы, а также пригодности для закрывания.
Плоскостность гофрокартона
Листы гофрокартона зачастую имеют кривизну (ее иногда называют скручиваемостью), которая может вызвать большие проблемы при последующих операциях сборки коробок, и поэтому обеспечению плоскостности (или исключению скручиваемости) следует уделять большое внимание в производстве гофрокартона.
Поскольку скручиваемость обратно пропорциональна толщине картона, тонкий картон с гофрами, например, F(1,2 мм), E (1,7 мм) и В (2,8 мм), значительно более подвержен искривлению, чем картон с гофром С (4,0 мм). Поскольку объемы производства картона с этими более тонкими гофрами и скорости работы гофроагрегатов резко возросли, скручиваемость становится все более важной проблемой.
Существуют разные виды искривления:
• обычная скручиваемость и в машинном, и в поперечном направлениях;
• винтообразное(спиральное) коробление.
Обычное скручивание вдоль или поперек листа картона в основном вызывается двумя факторами — различиями во влажности и в степени проникновения влаги в плоские слои или между ними. Разные виды нарушения плоскостности бумаги и картона показаны на рис. 1.24.
Разницей в распространении влаги, обусловленной технологией изготовления бумаги, при рассмотрении скручиваемости часто пренебрегают, но в разных плоских слоях она может достигать более 50%. Поскольку в гофроагрегате ее изменить невозможно, для компенсации различий во влажности и распространении влаги приходится регулировать содержание влаги.
Правильно настроенный гофроагрегат может обеспечить необходимый контроль скручиваемости для гофра С и некоторых гофров В, но для более тонких гофров он не может обеспечить требуемые параметры.
Нарушение плоскостности по диагонали листа гофрокартона обычно называют спиральным короблением. Его можно избежать, подбирая плоские слои по полярным углам (полярный угол показывает долю волокон, ориентированных в машинном направлении, относительно волокон, ориентированных в поперечном направлении), так как гофроагрегат исправить этот дефект не может. Известен метод измерения скручиваемости, основанный на специальном геометрическом программном обеспечении.
Для предотвращения скручивания установлены следующие допустимые пределы для гофра Е:
• скручивание в машинном и поперечном направлениях ±2,5% (мм/мм);
• спиральное коробление: ±2% (мм/мм).
Для описания скручивания гофрокартона используют следующие обозначения:
• положительное (+) — скручивание вверх (выпуклое), от печати;
• отрицательное (—) — скручивание вниз (вогнутое), направленное к обратной стороне картона.
Скручивание в машинном направлении — это такое искривление, при котором ось закручивания параллельна машинному направлению гофрокартона, а скручивание в поперечном направлении — это искривление, при котором ось закручивания параллельна поперечному направлению гофрокартона.
Стабильность размеров листа гофрокартона является функцией от содержания влаги и степени распространения влаги в компоненты гофрокартона (в данном случае степень распространения влаги (гигроэкспансивность) оценивается в испытаниях по методике фирмы Smurfit). Коэффициент гигроэкспансивности, выражаемый в мм/м/%Н2О, является одним из параметров применяемых картона и бумаги, и шкала для их оценки приведена в табл. 11.12.
Таблица 11.12. Коэффициенты гигроэкспансивности
| Наименование материала | Масса, г/м2 | Коэффициент гигроэкспансивности, мм/м/% Н2О | Максимальная усадка, % |
| Крафт-лайнер | 140 | 2,15 | 0,79 |
| 200 | 1,53 | 0,58 | |
| Тест-лайнер | 135 | 1,65 | 0,59 |
| 190 | 1,40 | 0,42 | |
| 245 | 1,38 | 0,80 | |
| Бумага для гофрирования | 112 | 1,75 | 0,59 |
Уменьшение скручивания на выходе из гофроагрегата или при поставке гофрокартона — одна из основных обязанностей производственного персонала. Нарушение плоскостности может существенно сказаться на печати, сборке и использовании тары из гофрокартона. Для определения влияющих на скручивание гофрокартона параметров было проведено много исследований.
Заделывание (укупорка) коробок из гофрокартона
Существуют различные способы заделывания коробок:
• с помощью адгезива;
• с помощью липкой ленты (из бумаги, пленки или армированной бумаги с раз личными клеящими составами);
• с помощью скоб (пластмассовых или металлических);
• сшивка (металлической проволокой).
Наиболее широко применяемые клеи можно разделить на следующие группы:
• клеи для холодного склеивания (например, дисперсия ПВА);
• термоклеи.
Холодное склеивание
Важнейшими характеристиками синтетического клея для холодного склеивания, например, водной дисперсии поливинилацетата (ПВА) являются содержание сухих веществ, время выдерживания до схватывания («открытое время») и время отверждения.
Абсорбционные характеристики конкретного клея на конкретной бумажной поверхности изучают специальным прибором, состоящим из прецизионного шприца, который устанавливают с помощью микрометрического винта для подачи на подложку капли клея точно заданного объема. Этот прибор снабжен системой наблюдения, включающей камеру, фиксирующую через определенные интервалы времени контраст между поверхностью капли и фоном благодаря способности определять уровень серого (система технического зрения на основе полутоновых изображений). Чтобы поверхность капли находилась в тени, устанавливают заднее освещение. Положение светового луча устанавливают так, чтобы избежать недостатка или избытка освещения.
Прибор позволяет задавать размер наносимой капли, который зависит от вязкости используемой жидкости. Например, чтобы оценить способность бумаги к приклеиванию, в воду добавляют карбонат натрия (чтобы ее значение рН было ближе к значению рН клея). Использование воды снижает время поглощения и моделирует способность клея проникать внутрь бумаги.
Затем определяются границы капли (рис. 11.48) и автоматически вычисляется соответствующая поверхность (путем суммирования пикселей изображения). Имеется возможность измерять:
• краевой угол смачивания;
• поверхностное натяжение;
• изменения краевого угла смачивания и поверхностного натяжения во времени. Результаты измерений обрабатываются автоматически с помощью соответствующего программного обеспечения.
На рис. 11.49 показано различие двух подложек. Поверхность капли рассчитывается в процентах без учета разницы в исходных объемах, которые не могут быть совершенно равными. Если поверхность капли на подложке А на 25% больше, чем на подложке В за определенное время (например, за 8,5 с), это означает, что то же количество жидкости будет поглощено субстратом А за более длительное время. В данном случае это соответствует приблизительно 40% времени, необходимого для достижения площади поверхности капли в 40% от исходного значения.
Для изготовления и укупорки коробок из материала А операторам придется уменьшить скорость машины и/или использовать больше клея.
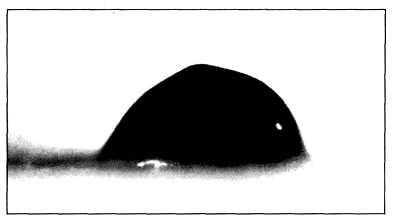
Рис. 11.48. Форма капли клея
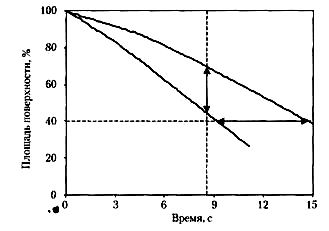
Рис. 11.49. Характеристики изменения площади поверхности капли для двух видов бумаги, %
Термосваривание
Склеивание гофрокартона часто выполняют с помощью термосваривания, для чего используется нагрев, а клей наносят на упаковку методом экструзии. По сравнению с ПВА-клеями, где важны параметры водопоглощения бумаги, качество термосклеенного гофрокартона зависит от степени пористости поверхности бумаги, обусловливающей микропенетрацию адгезива в бумагу.
В связи с этим очень важным параметром является температура хранения гофрокартона. После термосклеивания соединение затвердевает, но может размягчиться при повышении температуры окружающей среды. В отсутствие каких-либо деформаций размягчившееся клеевое соединение через несколько минут снова затвердевает, но боковые деформации зачастую приводят к потере адгезии с картоном. Для исключения размягчения клея полезно знать температуру размягчения термоклея (она должна быть выше температуры хранения).
Соединение лентами, скобами и сшивкой
Применение этих технологий укупорки коробок постепенно снижается. Всегда следует убедиться, что прочность адгезива соответствует эксплуатационным требованиям к гофротаре. Для этого проводят испытания на удары, падение и сжатие. Чтобы гарантировать защиту содержимого коробки, важно знать риски, которым подвергается данная упаковка.