 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
+7 (495) 989-43-69
(многоканальный)
e-mail: arz-p@arzpuck.ru
8-926-917-76-62
8-926-917-76-69
+7 (499) 123-54-44,
+7 (499) 124-56-63,
+7 (499) 797-49-76,
+7 (499) 127-67-40,
+7 (499) 127-18-78,
+7 (499) 755-71-13.
Изготовление бумаги
Бумажная масса состоит из 97% воды и 3% твердых веществ. Она поступает в измельчитель, где с помощью ножей и металлических пластин волокна разрубаются. По мере разрыва пучков волокон начинается процесс гидратации, то есть фибриллы химически и физически соединяются с водой, что делает их гибкими. Благодаря изгибу волокон разрывается слой камбия, и фибриллы становятся способными фибриллировать. Укорочение или разрыв волокон нежелателен, и необходимо предпринять все возможное, чтобы сохранить их длину.
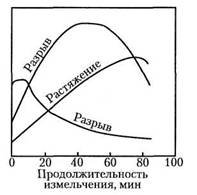
Рис. 2.6. Кривая измельчения свидетельствует, что слабое измельчение позволяет получить бумагу с высокой водопоглотительной способностью и высокой прочностью на разрыв. При большем измельчении бумага становится более плотной, но прочность на разрыв уменьшается
Если производится слабое измельчение, получается лист бумаги с большой водопоглотительной способностью и большой прочностью на разрыв, но с низкой прочностью на изгиб и растяжение (рис. 2.6). При большем измельчении бумага становится прочнее на изгиб и растяжение, но ее прочность на разрыв уменьшается, однако при определенном значении начинают падать и прочность на изгиб, и сжатие. Хорошим примером тому служит пергамин, при изготовлении которого достигается почти полная фибрилляция.
В измельчитель для увеличения водоотталкивающей способности и способности удерживать краску добавляют различные вещества — крахмал, канифоль, бумагоделательные квасцы и т. п. Без них на бумаге было бы трудно писать, так как чернила расплывались бы и проступали сквозь лист бумаги. Количество подобных добавок также влияет на поведение адгезивов, которые добавляются на последующих этапах изготовления бумаги.
В измельчитель могут добавляться и другие материалы, обеспечивающие те или иные свойства (цвет, прозрачность, жесткость и т. п.), например двуокись титана, силикат натрия, диатомиты, казенны, тальк и т. д. Когда вся масса покидает измельчитель, она проходит через другой высокоскоростной измельчитель, где процесс измельчения продолжается. На этой стадии для достижения требуемых свойств бумаги могут смешиваться различные виды пульпы.
После этого смесь пульпы и различных добавок и наполнителей поступает в бумагоделательную машину.
Бумагоделательные машины
Бумагоделательный процесс осуществляется в несколько основных этапов. Обработанные древесные волокна погружаются в большое количество воды (99,5% воды и 0,5% целлюлозы) и подаются из головного резервуара на передвижной экран или сетку, или, по другой технологии, приподнимаются своего рода поршнем, проходящим через резервуар с волокнистой массой.
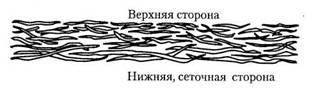
Рис. 2.7. Текстура поверхности бумаги и картона всегда более грубая с одной стороны (со стороны сетки) и более гладкая с верхней стороны, поскольку более толстые волокна оседают быстрее
По мере того как вода удаляется под действием силы тяжести или всасывания, волокна остаются на передвижном экране. Поскольку участки с волокнами имеют большую скорость потока, другие волокна перемещаются в их направлении, формируя таким образом более однородный пласт (лист). Так как более грубые волокна из-за своей большей массы оседают быстрее, чем более тонкие, та сторона пласта или листа, которая обращена к сетке, всегда получается более грубой, чем верхняя, гладкая (рис. 2.7).
Подобное строение волокон способствует образованию слоистой структуры, в которой большинство волокон стремится расположиться параллельно, перемещаясь по сетке под влиянием высокоскоростного дренажа воды при движении конвейера через валики. Такая ориентация волокон в одном направлении позволяет получать бумагу или картон, называемые «зернистыми», текстурированными. Сделанная таким образом бумага состоит из слоев, способных расслаиваться и/или рваться в направлении движения.
Идеальную структуру дает такой материал, в котором волокна переплетаются между собой на разных уровнях как параллельно, так и перпендикулярно. Последние модификации в конструкции бумагоделательных машин предусматривают наличие нескольких головных резервуаров, из которых подается пульпа разного типа. Взаимное переплетение волокон также существенно облегчается путем применения встроенных датчиков и компьютерного управления подающими резервуарами.
Когда волокнистая масса впервые попадает на экран, волокна находятся в суспензии, но по мере слива воды и достижения соотношения волокон и воды 40 : 60 оставшаяся вода находится внутри, а не вне волокон. В этот момент орошение прекращается и начинается сушка, которая ведется в отдельном блоке бумагоделательной машины.
По мере сушки волокна сжимаются, и если лист очень плотный, это «сморщивание» может оказаться значительным. С другой стороны, открытый, плохо «связанный» лист бумаги позволяет волокнам скользить при взаимном переплетении, что уменьшает «морщинистость» готового листа. И в том, и в другом случае внутри волокон — в тех местах, где они пересекают друг друга — происходит деформация; все, что может повлиять на степень этой остаточной деформации, например, содержание влаги, может заставить лист бумаги растянуться, сжаться, изогнуться и т. п.
В настоящее время применяются два основных типа машин — фурдринье и цилиндрический. Тонкая бумага и крафт-картон обычно производятся на машинах фурдринье, тогда как многослойный картон — на цилиндрических машинах. В третьем типе машин используется сочетание бесконечной сетки из машин фурдринье с несколькими головными резервуарами машин цилиндрического типа (хотя несколько резервуаров могут использоваться и в машинах типа фурдринье).
В машине цилиндрического типа имеется последовательность от шести до восьми сеточных цилиндров, вращающихся каждый в своей ванне. Эти сетки приподнимают пульпу и откладывают ее на нижнюю сторону передвижного гибкого экрана пластины, который прижимается к цилиндру резиновым валиком. Каждый экран добавляет очередной слой. Чаще всего в первой и последней ванне находится более качественная пульпа, тогда как в промежуточных — макулатура и пульпа из другого вторсырья, смешанная с некоторым количеством древесной пульпы.
Верхняя, лицевая поверхность, образуемая из пульпы высшего качества, называется «чистовой», а противоположная — «черновой». Слои между ними называют «наполнителем». Иногда, когда требуется особо высокое качество, слой, непосредственно прилегающий к чистовому, также делается из пульпы высшего качества. На машинах типа фурдринье подобное сочетание разного сырья еще невозможно, однако все увеличивающееся применение дополнительных головных резервуаров повышает гибкость подобных машин.
С точки зрения упаковки еще одной существенной разницей между этими двумя технологиями является то, что в листах бумаги, полученных на машинах цилиндрического типа, «зерно» более крупное, чем в листах, изготовленных на машинах типа фурдринье. Следовательно, последние мягче и тоньше, а картон из цилиндрических машин — жестче. Фактически отношение жесткости (продольного направления к поперечному) у крафт-картона, изготовленного на машинах цилиндрического типа, составляет 4 : 1, а у картона, изготовленного на машинах типа фурдринье, — примерно 2:1.
На бумагоделательных машинах или позже, вне технологической линии, можно применять разнообразные отделочные материалы и покрытия. Обычно используют различные пигменты (каолиновую глину, двуокись титана и карбонат кальция), адгезивные материалы типа белков, крахмала и добавки (например, не пропускающие воду вещества, репелленты, вещества, препятствующие возгоранию, консерванты и пр.). Для улучшения полиграфических качеств бумаги и увеличения жесткости листа в машине используется обычно одна поверхностная отделка — бумага погружается в глинисто-крахмалистый раствор и затем пропускается через валки.
Перед выходом бумаги из машины ее можно каландровать с помощью прокатки через серию мощных прижимных валков. Каландрование придает поверхности глянец с помощью проглаживания и полировки покрытия. Когда необходимы большая прочность и жесткость, следует избегать избыточного каландрования.
Матовость бумаге придается путем легкого каландрования или вообще без него.
Разные технологии наряду с разнообразием исходного материала обеспечивают возможность получения огромного числа видов бумаги. Один и тот же тип бумаги, произведенный на разных комбинатах, отличается по своим свойствам, и даже машины одного и того же предприятия зачастую не могут обеспечить одинакового качества продукции. Следовательно, чтобы обеспечить одинаковое качество упаковки, необходимо знать поставщиков используемых видов бумаги или картона и опираться именно на них. Это удобнее, чем зависеть от технических параметров, основанных лишь на результатах физических тестов.
Типы бумаги
В настоящее время применяют две большие категории бумаги: мелованную и техническую. Почти все виды бумаги, используемые при упаковке, попадают в категорию технической. Мелованная бумага применяется для письма, изготовления ценных бумаг, гроссбухов, книгоиздания и т. п.
Для всех специалистов по упаковке важно знать, как бумага и картон измеряются. Беловая бумага классифицируется по весу стандартной кипы, состоящей из 500 листов обычно размером 61X91 см, что дает в сумме 279 м2 бумаги.
Наиболее прочная при упаковке бумага известна как натуральный крафт (НК). Без отбеливания ее лист светло-коричневого цвета и изготовлен по сульфатной технологии с массой кипы от 8,2 до 90,7 кг, причем наиболее типичная масса составляет 11,3-36,3 кг.
Крафт-бумага иногда не подвергается каландрованию, так что когда ее применяют для изготовления мешков, грубая наружная поверхность препятствует соскальзыванию со штабеля. Однако чаще крафт подвергают легкой отделке поверхности при помощи каландрования. На самых крупных полированных валах может производиться машинная глазировка (МГ). Натуральный крафт — это универсальный материал для технической тары (бумажных мешков) и гофрированного картона.
Гофрированную крафт-бумагу изготовляют с помощью уменьшения окружной скорости прижимных валков относительно скорости перемещения сетки так, что бумага формируется и гофрируется по прижимному валку. Угол наклона лезвия, «соскребающего» бумагу с валка, также помогает гофрировать бумагу. Таким образом, можно увеличить прочность на разрыв в одном направлении на 300%.
Растяжимую бумагу изготовляют путем наложения сетки влажной бумаги между резиновым покрытием и барабаном сушилки. По мере их вращения покрытие растягивается благодаря сжатию между нажимным валком и барабаном. По мере продолжения вращения резиновое покрытие возвращается к своим начальным размерам, сжимая бумажную сетку. Такое механическое сморщивание может увеличить растяжимость этой бумаги до 500%. Прочность на растяжение уменьшается примерно на 25%. Подобная технология оказывает мало влияния на растяжимость и сжатие в поперечном направлении. Для тех условий применения, которые требуют большой прочности (например, для многослойных мешков), подобное увеличение прочности позволяет не только выдерживать большие нагрузки, но и уменьшить общий вес основы или количество слоев. Растяжимая бумага может быть с покрытием, может ламинироваться, каландроваться и обрабатываться так же, как и обычный НК.
Отбеленная и полуотбеленная крафт-бумага являются наиболее прочными из «белых бумаг», хотя в ходе процесса отбеливания часть своей прочности они теряют. Такие бумаги применяются для высококачественной печати и для упаковки изделий, у которых сама их природа требует «чистого» внешнего вида, например, для упаковки пищевых продуктов или медикаментов. Отбеленные виды бумаги обычно бывают более дорогими, чем неотбеленные.
Влагопрочную бумагу изготовляют путем добавления к бумажной массе полиамидных или полиаминных смол. После термообработки, занимающей всего несколько минут, или при комнатной температуре в течение нескольких недель, бумага при пропитывании ее водой сохранит от 25 до 30% своей прочности на разрыв. Такие виды бумаги зачастую применяются для отделки внешних сторон коробок или многослойных мешков, которые подвергаются воздействию различных атмосферных условий. Чтобы такую бумагу было легче распознать, ее обычно пропечатывают продольными полосками (поперек ее ширины) шириной не менее 3,2 мм и длиной от 5,1 до 25,5 см.
Пергамин производится с помощью длительного «битья» в процессе приготовления пульпы. Внешний вид и свойства этой бумаги полностью определяются обработкой пульпы, а не какими-либо добавками. Термин «жиростойкая» применительно к бумаге относится скорее к некоторому классу материала, а не к свойствам собственно бумаги. Она действительно довольно устойчива к воздействию животных и растительных масел, но не водостойка. Тем не менее такая покрытая воском или лаком бумага обладает прекрасной водостойкостью. Ее же используют и при ламинировании, помещая между двумя другими листами бумаги.
Пергамин — это в основном жиростойкая бумага, подвергнутая повторному увлажнению и суперкаландрованию при высоком давлении и нагреве, что придает ей стеклоподобную поверхность. Такая бумага может быть обработана и иными методами, которые или меняют, или усиливают ее свойства путем добавления пластификаторов для увеличения мягкости, выделения специальных покрытий для липких продуктов, антиоксидантов для предохранения продуктов от окисления и ингибиторов, замедляющих развитие грибков и плесеней.
Пергамин применяется для производства пакетов, мешков и упаковочной бумаги, а также для прокладок в картонных коробках и ящиках для пищевых продуктов, табачных изделий, химических веществ и металлических деталей.
Пергаментная бумага обычно применяется для обертывания овощей (иногда жиростойким пергаментом называют пергамин). Настоящая пергаментная бумага обычно производится путем пропускания сетки из высококачественной химической пульпы через ванну с серной кислотой, после чего она тщательно вымачивается и высушивается в обычных бумагоделательных сушилках.
Пергамент обладает высокой прочностью на разрыв, причем во влажном состоянии эта прочность больше, чем в сухом. Такая бумага бывает разной по весу (стопы (пачки) от 6,8 до 54,4 кг), однако чаще всего применяют бумагу с весом стопы (пачки) 12,2, 15,9 и 20,4 кг.
Пергамент жироустойчив (особенно с увеличением веса) и прочен даже в кипящей воде. На его поверхности волокна отсутствуют, он без запаха и вкуса. Пергамент для овощей не является достаточной преградой для газов (за исключением, пожалуй, бумаги большого веса), если только для этих целей он не покрыт специальным материалом. Тем не менее его применяют в качестве обертки для некоторых влажных, жирных, замороженных и высушенных пищевых продуктов, а также в качестве прокладок в картонных коробках.
Вощеную бумагу изготовляют из практически любых типов бумаги; все зависит от того, будет ли она применяться для упаковки пищевых продуктов или для других целей. Существует несколько способов вощения бумаги — воск в небольших количествах может добавляться в процессе изготовления бумаги или применяться на заключительных стадиях обработки листов «мокрым» или «сухим» способом.
Основным материалом здесь является парафин с точкой плавления между 46 и 74 "С, смешанный либо с микрокристаллическим воском (точка плавления от 54 до 88 °С), либо с полиэтиленом (точка плавления от 91 до 124 °С), либо с вазелином, который плавится между 41 и 52 °С.
Когда бумагу покрывают воском и пропускают ее через горячие валки так, чтобы воск расплавлялся и проникал внутрь бумаги (такой способ называют «сухим вощением»). Если горячие валки отсутствуют, воск затвердевает на поверхности и образует пленку; такой способ называют «мокрым вощением». Воск может наноситься как на одну, так и на обе поверхности бумаги. Обычно у бумаги сухого вощения влагостойкость меньше, чем у бумаги мокрого вощения. Наименьшее количество воска у бумаги, изготовленной путем добавления воска в бумагоделательную машину, и, следовательно, такая бумага обладает наименьшими водоотталкивающими свойствами.
Вощеная бумага — это один из наиболее дешевых видов бумаг. Она влаго-, жиро- и теплостойкая, что делает ее очень полезной для упаковки пищевых продуктов, мыла, табачных и других изделий, требующих защиты от влаги.
Существуют также типы бумаги с покрытиями, которые должны растворяться в воде. Водорастворимые покрытия из винилацетатного полиэтилена или поливинилового спирта пригодны для термогерметизации с применением чувствительных к давлению этикеток для возвратной тары и других видов использования с применением водорастворимых адгезивов. Растворимая упаковка позволяет использовать заранее дозированные ингредиенты, которые впоследствии будут смешаны с водой, а до того у них минимизирован контакт с коррозионными или ядовитыми изделиями. Такая бумага бывает разной толщины (от 77 до 205 мкм), ее можно эти-кетировать, и она не чувствительна к высокой влажности. Скорость растворения может быть низкой или высокой, что зависит от температуры и показателя кислотности среды.