 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
+7 (495) 989-43-69
(многоканальный)
e-mail: arz-p@arzpuck.ru
8-926-917-76-62
8-926-917-76-69
+7 (499) 123-54-44,
+7 (499) 124-56-63,
+7 (499) 797-49-76,
+7 (499) 127-67-40,
+7 (499) 127-18-78,
+7 (499) 755-71-13.
Жесткие коробки (ящики)
В некоторых отношениях жесткие коробки схожи с описанными выше складными кар тонными коробками, но их производство и применение значительно различаются. По определению, жесткая коробка при изготовлении сразу приобретает окончательную форму; складываться для перевозки она не может. Фабрики по производству жестких коробок чаще всего занимают меньшие помещения и не имеют такого сложного оборудования, на котором делают складные коробки. Но жесткие коробки, как и складные, могут иметь самые разнообразные формы.
Таблица 6.5. Применение жестких коробок
| Сфера применения | Доля в процентах |
| Конфеты и сладости | 16 |
| Канцелярские товары | 15 |
| Фармацевтическая продукция | 13 |
| Бижутерия | 98 |
| Одежда | 5 |
| Продовольственные товары | 5 |
| Фототовары | 4 |
| Косметика | 4 |
| Скобяные изделия | 3 |
| Разное | 18 |
Для изготовления жестких коробок не требуется дорогостоящих штампов или сложного оборудования. Следовательно, легко можно выпустить небольшую партию коробок определенного типа или производить коробки необычной конструкции. Затраты на изготовление жестких коробок значительно выше, чем при выпуске складных картонных коробок того же размера. Тем не менее жесткость стенок и характерный внешний вид дают жестким коробкам определенные преимущества по сравнению со складными коробками. По этим причинам жесткие коробки используются чаще всего для дорогостоящей продукции (табл. 6.5).
Конструкция жесткой коробки
Нижняя часть жесткой коробки делается из негнущегося (жесткого) картона. Толщина его может составлять от 0,016 до 0,062 дюйма (от 0,41 до 1,58 мм); иногда материал может обозначаться как картон номером от 35 до 120 (номер соответствует числу листов в стопе весом 50 фунтов). Наиболее часто применяется материал толщиной от 0,040 до 0,050 дюйма (от 1,02 до 1,27 мм). Внутренняя поверхность картона часто оклеивается или ламинируется белой бумагой. Углы обычно укрепляются с помощью ленты из гуммированной бумаги массой 30 фунтов (13,6 кг) (английское название — «stay paper», лента для оклеивания картонных ящиков).
Внешняя поверхность коробки чаще всего оборачивается литографской мелованной бумагой с покрытием массой 60 фунтов (27,2 кг), на которой предварительно выполняется печать, а иногда используются и другие способы оформления. Могут применяться и другие виды оберточной бумаги, и, кроме того, дизайнеры коробок используют самые различные виды фольги, тисненую или гофрированную бумагу, а также ткани.
Наиболее простой конструкцией считается коробка с телескопической крышкой; в этом случае крышка слегка больше по размеру, чем основание коробки, и надевается на него сверху; такая крышка может закрывать стенки коробки по всей высоте или только верхнюю их часть. Существуют и другие конструкции, например коробка с выступающей кромкой по нижнему краю, коробка с шарнирным присоединением крышки, коробка с прокладкой на верхней поверхности. При необходимости коробки могут снабжаться практически любыми видами выдвижных ящиков, лотков и внутренних подставок. Несколько наиболее распространенных конструкций приведены на рис. 6.12.
Конструирование жестких коробок
Как правило, на листе обложечной бумаги предварительно выполняется печать, а затем с его помощью оформляется коробка. Применяться могут любые технологии печати, например высокая печать, офсет, горячее и простое тиснение и трафаретная печать. Коробки могут снабжаться различными дополнительными деталями, выполняющими декоративные или практические функции. Это могут быть шарнирные соединения, защелки, медальоны, ленты или шнуры. Технология производства жестких коробок вполне допускает внедрение такого рода новых идей, поэтому у разработчика есть самые богатые возможности для создания интересной и неповторимой упаковки.
При разработке конструкции жесткой коробки следует учитывать несколько моментов. Не рекомендуется делать запечатанную кромку, так как ее сложно разместить параллельно краю коробки, сохраняя одинаковую ширину по всему периметру. По той же самой причине линии или участки одного цвета на развертке не должны быть разделены кромкой. Горизонтальные линии, проходящие вокруг коробки по всем четырем сторонкам, почти никогда не будут точно совпадать на углах. Желательно, чтобы производитель коробок представил макет до того, как будет сделан окончательный оригинал-макет в черно-белом исполнении, так как в этом случае есть возможность проверить правильность расположения элементов.
Изображение должно выходить за край развертки (примерно на 1/8 дюйма (3,2 мм) за линию среза и как минимум на четверть дюйма (6,4 мм) на тех участках, где будет выполнен отворот внутрь крышки или нижней части коробки). В большинстве случаев целесообразнее всего применять офсетную печать, но также может использоваться и высокая печать.
На первом этапе производства жестких коробок осуществляется рилевка заготовок для крышки и нижней части. В рилевочную машину подается лист коробочного картона размером около 24 × 36 дюймов (61 × 91 см), затем лист поворачивается и обрабатывается на другой подобной машине, с помощью которой наносятся линии рилевки в другом направлении. Линии рилевки прорезают картон до половины его толщины, а там, где расположены внешние края развертки, картон прорезается насквозь; как правило, из одного листа одновременно высекается несколько крышек.
Затем стопа крышек или нижних частей жесткой коробки помещается в устройство обрезки углов, где за один заход отсекается один угол стопы. Стопа разворачивается и снова направляется в машину, так же обрабатываются и все остальные углы. Затем заготовки-развертки по отдельности загружаются в другую машину, отгибающую кромки по линии рилевки; для фиксации углов их оклеивают небольшой полоской гуммированной бумажной ленты для картонных коробок. На рис. 6.13 показаны детали, из которых состоит коробка, и то, как она собирается.
Из оберточного материала могут вырезаться несколько деталей, которые затем поэтапно располагаются на коробке. Так, например, стенки могут быть обернуты полосой, проходящей по всему периметру горловины; такая горловина, обработанная полосой бумаги, приведена на рис. 6.13. В случае оформления крышки такая полоса будет слегка заходить на верхнюю плоскость, куда затем наклеивается этикетка; она доходит только до углов крышки и закрывает собой ту полосу, где расположен край полоски, проходящей по боковым стенкам. Существует и другой способ — заворачивание верха и боковых сторон крышки (а иногда и нижней части жесткого ящика) в сплошной лист оберточного материала (см. рис. 6.13).
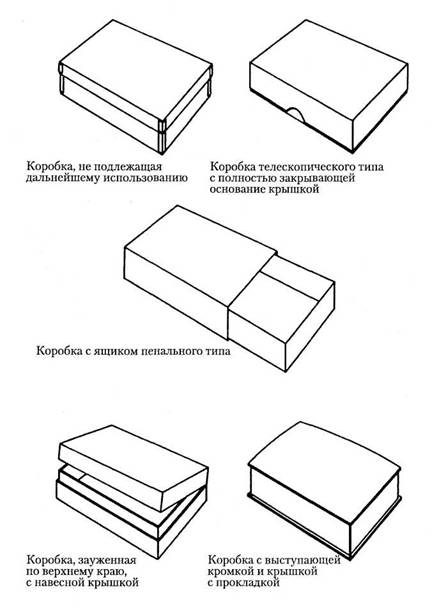
Рис. 6.12. Существует много различных видов коробок; на рисунке приведены наиболее распространенные

Рис. 6.13. Конструкция коробки и способы ее сборки из различных деталей
Такая работа чаще всего выполняется вручную; автоматизация производства допустима в тех случаях, когда затраты на оборудование оправдываются достаточно большим объемом производства. Так, например, коробки с откидывающейся крышкой для дорогостоящих марок сигарет выпускаются на полностью автоматизированном высокоскоростном оборудовании.
Стоимость жестких коробок не так зависит от производимого количества, как стоимость некоторых других видов упаковки. При выпуске небольших партий коробок их себестоимость оказывается несколько выше, но все же они более выгодны, чем складные коробки, так как производство последних требует высоких затрат на наладку оборудования. При увеличении объема производства стоимость жесткой коробки снижается весьма незначительно, тогда как складные картонные коробки становятся значительно дешевле.