 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
+7 (495) 989-43-69
(многоканальный)
e-mail: arz-p@arzpuck.ru
8-926-917-76-62
8-926-917-76-69
+7 (499) 123-54-44,
+7 (499) 124-56-63,
+7 (499) 797-49-76,
+7 (499) 127-67-40,
+7 (499) 127-18-78,
+7 (499) 755-71-13.
Технические требования к упаковочным бумаге и картону
Требования к внешнему виду и эксплуатационным свойствам
Требования, предъявляемые при печати и переработке упаковочных материалов в тару и упаковку и связанные собственно с упаковыванием (фасовкой), хранением, сбытом, защитой изделий и их использованием можно заранее определить и выразить количественно.
Все свойства бумаги и картона зависят от компонентов, использованных при их изготовлении, — например, от композиции по волокну (различного типа и количества волокна), волокнистых полуфабрикатов и других материалов, а также от применяемых технологических процессов. Эти свойства упаковочных бумаги и картона имеют отношение прежде всего:
• к внешнему виду (цвету, наличию изображений) и требованиям технологических процессов, особенно печатных, существенно влияющих на внешний вид упаковки;
• к эксплуатационным свойствам — прочности, степени защиты продукта и его ., потребителя, а также эффективности всех технологических операций, применяемых при изготовлении и использовании упаковки
Внешний вид
Цвет
Цвет — это воспринимаемое органами зрения и мозгом человека ощущение, зависящее от источника света и способности освещенной поверхности поглощать, отражать и рассеивать лучи света. Условия освещения, в которых воспринимается цвет бумаги и картона, специально стандартизованы, как и методы измерения цвета.
Бумага и картон обычно имеют белый или коричневый цвет, в зависимости от того, отбелено или не отбелено использованное волокно. Верхний слой и (иногда) нижний слой могут иметь меловальное покрытие, которое обычно имеет белый цвет, но возможны и другие цвета. С помощью красителей, вносимых на этапе подготовки бумажной массы, можно получить практически любой цвет бумаги и картона. Вторичное волокно из смешанной макулатуры, не подвергнутое обесцвечиванию, имеет сероватый цвет, обычно заметный на нижней стороне макулатурного картона.
Цвет и белизну (CIE) оценивают визуально при определенных условиях освещения и измеряют в отраженном свете стандартного источника света с помощью отражательного спектрофотометра, после чего вычисляют цветовой тон и белизну (координаты цветности Международной комиссии по освещению, CIE). Источником света служит естественный дневной свет или его эквивалент. Признанным научным авторитетом в вопросах цвета бумаги, полиграфической продукции и упаковки является Международная комиссия по освещению (CIE, Commission International de I'Edairage). Координаты цветности CIE (рис. 1.18) — L*, a* и b* — применяются для выражения белизны- CIE и цвета при использовании стандартного источника света D65, имитирующего естественный дневной свет.
Положительные значения показателя а* свидетельствуют о красном оттенке, отрицательные — о зеленом; положительное значение показателя b* свидетельствуют о желтом, а отрицательные — о синем оттенке; L* — это интенсивность света, выражаемая в процентах по шкале, где идеально черному цвету соответствует 0%, а идеально белому — 100%. Например, верхняя граница диапазона этой характеристики для мелованной поверхности белого картона должна иметь примерно следующие характеристики: а* +2, b* -5 и L 97.
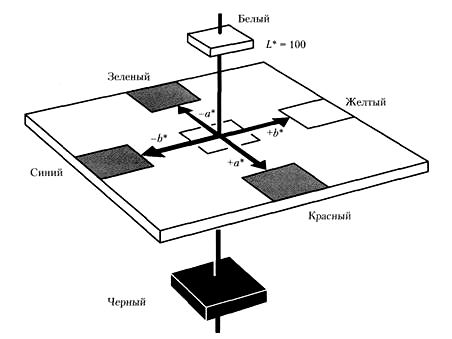
Рис. 1.18. Координаты цветности CIELAB
Можно привести много других примеров белизны или оттенка упаковочных бумаги и картона. Сравнительно легко определенную белизну/цвет можно получить при использовании меловального покрытия на основе минеральных пигментов, а изменить воспринимаемый цвет можно с помощью дополнительных красителей и оптических отбеливателей (называемых также флуоресцентными отбеливающими веществами). Базовый цвет листа бумаги или картона, зависящий от его состава, влияет на цвет мелованной поверхности. В настоящее время для упаковки изделий, предназначенных для розничной торговли, предпочитают использовать материалы белого цвета с голубоватым оттенком, так как считается, что этот цвет придает пищевым продуктам наилучший вид, вызывая ощущение свежести, чистоты и высокого качества (в условиях освещенности, характерных для предприятий розничной торговли).
Существует и другой способ измерения белизны. Белизна (по ISO) — это процент света, отраженного от поверхности при длине волны 457 нм. Человеческий глаз воспринимает диапазон длин волн от менее 400 до более 700 нм. Обычно измеряется белизна только целлюлозы. Поскольку при этом методе измеряется отражательная способность поверхности при одной длине волны синего света, для печатников и конечных пользователей упаковки она особого значения не имеет. Многие сорта упаковочных бумаги и картона являются коричневатыми, так как они производятся без беленого волокна.
Гладкость поверхности
Гладкость поверхности важна с эстетической точки зрения и оказывает влияние на качество печати и глянец. При некоторых технологиях печати бумага с шероховатой поверхностью не позволяет точно воспроизвести изображение, которое не пропечатывается, то есть краска не переносится с печатной формы на поверхность материала (например, при глубокой печати).
Гладкость поверхности как степень ее шероховатости измеряют методами, основанными на утечке воздуха (рис. 1.19), — чем более шероховата поверхность, тем больше скорость утечки воздуха (при определенном его давлении) из-под цилиндрической кромки лезвия ножа, размещенного на данной поверхности. Следовательно, чем больше шероховатость поверхности, тем выше величина утечки. Так как бумага и картон являются сжимаемыми материалами, давление, оказываемое лезвием ножа, можно регулировать.
Измерение шероховатости при двух заданных давлениях лезвия ножа позволяет также определить сжимаемость бумаги и картона, важную для печати. Наиболее распространенные методы определения шероховатости и гладкости основаны на применении приборов Parker PrintSurf (PPS) фирмы Bendtsen and Sheffield.
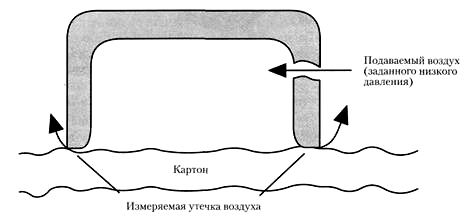
Рис. 1.19. Принцип измерения шероховатости поверхности
Структура поверхности
Структуру поверхности оценивают визуально при ее освещении под малым углом (рис. 1.20), в результате чего становятся заметны любые неровности поверхности. Результаты оценки поверхности зависят от освещения. Окончательная структура поверхности формируется после каландрирования или ламинирования полимерной пленкой (или фольгой).
Лоск (глянец)
Лоск определяется как доля отраженного от поверхности света (в процентах) под углом, равном углу падения. Лоск бумаги и картона измеряют под углом отражения 75° (рис. 1.21), а лоск запечатанной и лакированных поверхностей — под углом 60°. Глянцевые поверхности (с высоким лоском) обычно получают, покрывая их меловальным покрытием с последующей обработкой на суперкаландре или методом литого мелования.
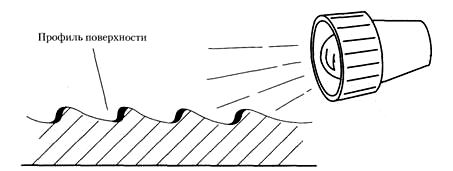
Рис. 1.20. Освещение под малым углом для исследования структуры поверхности
Для придания лоска бумаге без покрытия ее обрабатывают на лощильном цилиндре с полированной поверхностью.
Высокий лоск бумаге придают путем обработки на суперкаландре. Бумагу пропускают через несколько зазоров между установленными поочередно твердыми металлическими и мягкими валами из прессованного волокнистого материала.
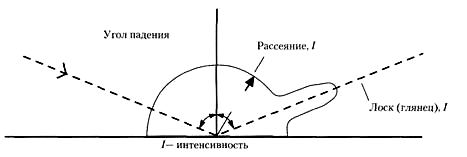
Рис. 1.21. Принцип измерения лоска (глянца) бумаги и картона
Непрозрачность
Непрозрачность характеризует способность листа бумаги или картона закрывать печать на листе под ним или на обратной стороне данного листа. Это свойство особенно важно при упаковке изделий, когда бумагу используют в качестве внешней обертки поверхности с нанесенной печатью. Непрозрачность измеряют спектрофотометром, сравнивая отражение света от поверхности одного листа, расположенного на черной подложке, с отражением света от стопы в 100 листов.
Пригодность к печати и дополнительной обработке
Для обеспечения потребителя информацией (в виде текста и иллюстраций) и улучшения внешнего вида упаковки на нее обычно наносят печать. Для защиты нанесенной печати и придания глянца применяют лакирование. Цвет поверхности, графический дизайн, наличие текста, сплошной заливки и полутоновых иллюстраций, а также наличие или отсутствие глянца существенно влияют на внешний вид упаковки.
В зависимости от целей упаковки применяют различные графические решения, так как упаковка может быть самой разной: от многослойных бумажных мешков для цемента до пакетов для сахара, этикеток для бутылок пива, картонных коробок для сухих завтраков или конфет ассорти, шоколада или дорогой косметики. Печать на упаковке этих изделий будет различаться также в зависимости от типа тары — транспортной, групповой, индивидуальной, а также в зависимости от особенностей маркировки (например, опасных химических веществ).
В настоящее время в упаковочной промышленности применяют несколько процессов печати — офсетную печать, флексографию, высокую печать, глубокую печать, шелкографию и цифровую печать, которые мы рассмотрим подробнее. Все они отличаются друг от друга рядом важных особенностей, которые касаются, в основном, состава краски и лака, способов нанесения их на бумажную и картонную основу, а также процессов сушки, делающих печать стойкой и долговечной.
Несмотря на различия, у процессов печати есть и общие характеристики, касающиеся печатных свойств и относящиеся ко всем видам бумаги и картона, — это требования к гладкости поверхности, ее структуре, к степени глянца, непрозрачности, прочности поверхности, к степени впитывания поверхностью красок и лака, к возможностям сушки, к сопротивлению истиранию, к чистоте поверхности и обреза. В некоторых случаях также играют роль значение рН поверхности, поверхностное натяжение и смачиваемость.
Цвет нанесенной печати измеряют спектрофотометром или денситометром (прибором для измерения оптической плотности). Можно также сравнивать цвета визуально при стандартном освещении с использованием установленных заранее цветовых эталонов, — это позволяет убедиться в том, что в типовых условиях освещенности цвет упаковки находится в стандартных допустимых пределах.
Прочность поверхности
Для обеспечения хорошего качества печати и рельефного тиснения необходима соответствующая прочность поверхности. В процессе офсетной печати используются вязкие краски, предъявляющие высокие требования к прочности поверхности в точке разделения краски, остающейся на листе, и краски, остающейся на офсетном цилиндре. Для оценки прочности поверхности используют тест IGT «на выщипывание и способность к печати», имитирующий процесс печати. Специальная краска с определенной вязкостью наносится на испытуемый образец бумаги или картона при увеличивающейся скорости печати до возникновения дефекта — «выщипывания» волокон с поверхности или появления пузыря. Сравнение параметров точки возникновения дефекта с заданными характеристиками позволяет прогнозировать вероятность получения удовлетворительного результата.
Тиснение — это способ создания рельефного рисунка или текста на поверхности бумаги и картона. Для достижения требуемого результата необходимы высокая прочность поверхности, межволоконная прочность и прочность покрытия (при его наличии).
Другим способом измерения поверхностной прочности является приклеивание к поверхности нескольких восковых палочек с различной степенью прилипания, обусловленной способностью воска прилипать в расплавленном виде к поверхности бумаги. В результате получают показатель, называемый стойкостью поверхности к выщипыванию по Деннисону — максимальный номер восковой палочки, которая не разрушает поверхность бумаги или картона при снятии палочки. Чем выше номер палочки, тем выше прочность поверхности. Такое испытание пригодно только для поверхности без покрытия, так как при наличии последнего расплавленный воск сплавляется со связующим в покрытии, давая впоследствии неверный результат. Для поверхности без покрытия этот тест применим для анализа как печатных, так и адгезионных свойств поверхности.
При тестировании на адгезионные свойства за показатель выбирают такую палочку, которая «вытягивает» волокно до определенного уровня, так как если прочность слишком высока, бумага обладает недостаточными адгезионными свойствами по отношению к клеям на водной основе и термоклеям, а также при термосваривании блистерных упаковок с подложкой из покрытого лаком картона с печатью.
Впитывание печатной краски и лака. Сушка
В состав красок входит растворитель (обычно масло, органический растворитель или вода), пигмент или краситель для придания цвета и смола — связующее для связи пигмента с подложкой. Состав лаков аналогичен за исключением пигмента или красителя. Растворитель, выбор которого зависит от типа краски и технологии печати, необходим для переноса краски из какой-либо емкости через печатную форму на подложку. После печати растворитель удаляется путем испарения, поглощения или химического перехода в твердое состояние за счет окисления или образования поперечных межмолекулярных связей под действием ультрафиолетового (УФ) или электронного излучения. Краски, на выходе из печатной машины, еще не полностью высохшие (например, обычные краски на масляной основе для литографии и высокой печати), должны быть в отвердевшем виде — так, чтобы они не смазывались (не отмарывались) соседними листами при укладке листов в кипу.
Как и для других свойств, для впитывания красок и лаков главным является однородность структуры. Неравномерное впитывание печатной краски может привести к отмарыванию красок, неравномерности печати и проступанию красок на обратной стороне. Для проверки равномерности впитывания печатной краски бумагой и картоном, а также степени достижения ими нужных свойств, применяют испытания, основанные на измерении степени поглощения стандартной краски или растворителя.
При стандартном процессе офсетной печати второй цвет, печатаемый рядом с первым, переносится на смоченную подложку. При определенных обстоятельствах это может привести к появлению крапинок («марашка»), в связи с чем был разработан тест для проверки отталкивающих свойств краски на поверхности, смоченной водой.
Значение рН поверхности
Для применения красок на масляной основе, высыхающих за счет окисления, рекомендуется значение рН поверхности в диапазоне 6-8. Поверхность со значением рН 5 и менее нежелательна, так как это может ухудшить высыхание некоторых видов красок (например, масляных литографских). Испытание проводят, измеряя с помощью рН-метра значение рН перенесенной на поверхность капли дистиллированной воды. Диапазон значений рН также важен для тех видов бумаги и картона, печать на которых выполняется металлизированными пигментами (например, бронзовым), и тех видов бумаги, которые впоследствии будут ламинироваться алюминиевой фольгой.
Поверхностное натяжение
Знание поверхностного натяжения важно при печати и склеивании неабсорбирующих поверхностей, в частности, бумаги и картона с экструзионными полимерными покрытиями. Поверхность с полимерным покрытием для обеспечения высокого качества печати обрабатывают коронным разрядом. Результат такой обработки может быть измерен путем проверки поверхностного натяжения с помощью ручек, заправленных специальными красками. Следует отметить, что результат обработки коронным разрядом с течением времени уменьшается.
Сопротивление истиранию
Печать на бумажных пакетах не должна истираться и смазываться при транспортировке или при использовании пакетов. Сопротивление истиранию во влажном состоянии необходимо в тех случаях, когда упаковочные материалы увлажняются в результате контакта с водой или конденсации влаги, что зачастую происходит с упаковкой замороженных или охлажденных пищевых продуктов. Хорошее сопротивление истиранию обеспечивается сочетанием свойств поверхности бумаги и картона, технологий печати и лакирования, а также составом красок и лаков. Сопротивление истиранию измеряют относительно эталонов стандартными методами испытаний (рис. 1.22).
Чистота поверхности
Поверхность бумаги и картона, на которую наносится печать, должна быть свободна от мелких частиц и пыли. Проблемы при печати бывают связаны с отделившимися волокнами, их фрагментами и пучками, наличием неволокнистых частиц и частицами покрытия (см. рис. 10.17 в главе 10). Кроме того, проблемы могут появляться из-за технологий отделки (резки и каландрирования); при печати могут возникать трудности также из-за наличия инородных частиц, попавших в бумагу и картон в ходе их производства. В частности, в сплошных заливках могут появляться крапинки (марашки), в полутоновых иллюстрациях теряется разрешение, появляются крапинки краски в местах, где печати быть не должно и т. п. Все это ведет к снижению качества печати и образованию дополнительных отходов.
Официально признанных методов оценки чистоты листа не существует, хотя разработаны методы оценки наличия свободных частиц на торце рулона или пачки, а присутствие посторонних частиц на поверхности листа можно исследовать, прокатывая по ней мягкий полиуретановый валик, а затем под микроскопом подсчитав количество собранных с определенной площади частиц.
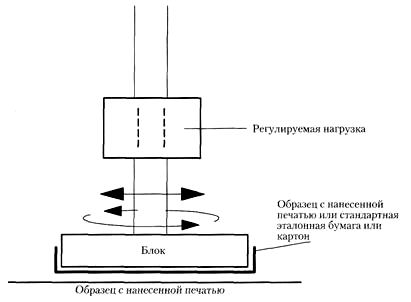
Рис. 1.22. Испытание на сопротивление печати истиранию
При возникновении проблем с посторонними частицами печатник должен их обнаружить и определить происхождение частиц. Только определив природу частиц, можно принять надлежащие меры по устранению источника проблемы или ее минимизации. Следует учитывать, что проблемы могут быть связаны не только с бумагой или картоном, но и с печатной машиной и близлежащими к ней зонами, а также с краской.