 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
+7 (495) 989-43-69
(многоканальный)
e-mail: arz-p@arzpuck.ru
8-926-917-76-62
8-926-917-76-69
+7 (499) 123-54-44,
+7 (499) 124-56-63,
+7 (499) 797-49-76,
+7 (499) 127-67-40,
+7 (499) 127-18-78,
+7 (499) 755-71-13.
Типы этикеток
Как можно видеть из табл. 12.1, поставляемые этикетки могут иметь различную форму; существуют рулонные и нарезные этикетки, а также этикетки-книжки, которые в наши дни часто внешне напоминают миниатюрные буклеты.
Рулонные этикетки
Как правило, рулон этикеток имеет диаметр 16 дюймов (40,64 см) и имеет стандартный внутренний стержень толщиной 3 дюйма (7,62 см). Существуют две формы выпуска рулонных этикеток: достаточно плотная лента этикеток, которые разрезаются непосредственно перед нанесением с помощью обычного или термоактивируемого адгезива, и самоклеющиеся этикетки, которые отклеивают с ленты-носителя и затем помещают на поверхность тары. Особенно оправдано применение рулонных этикеток там, где требуется высокая производительность. На многих видах машин имеются две рулонные установки и устройство для автоматического соединения лент, благодаря чему технологический процесс может осуществляться без перерыва в течение долгого периода времени. Преимуществом самоклеющихся рулонных этикеток является то, что их применение не требует чистки и мойки оборудования в конце смены. Другое преимущество рулонных этикеток — значительное снижение риска ошибочного нанесения этикетки не на ту емкость. Рулоны легко могут подвергаться автоматическому контролю перед их отправкой на технологическую линию, таким образом предприятие-потребитель этикеток может перепроверить продукцию, уже прошедшую контроль качества на предприятии-производителе. В сфере упаковки фармацевтической и медицинской продукции информация на этикетке настолько важна, что в настоящее время Управление по надзору за качеством пищевых продуктов и медикаментов (FDA) США настоятельно рекомендует использовать рулонные, а не нарезные этикетки, а в случае применения последних предписывает постоянный контроль соответствия этикеток на каждой выпущенной единице продукции.
Таблица 12.1. Сравнительный анализ различных систем этикетирования
| Тип этикетки | |||||
| Характеристики | Обычные нарезные | Термосвариваемые нарезные | Обычные в рулонах | Термосвариваемые в рулонах | Самоприклеивающиеся в рулонах |
| Простота нанесения | Е | D | С | В | А |
| Время переналадки оборудования | Е | D | С | В | А |
| Стоимость оборудования | А | А | В | С | А |
| Стоимость этикетки | А | В | А | С | С |
| Качество печати | А-В | А-В | В | А-В | А-В |
| Легкость печати маркировочного кода | А | В | А | В | В |
| Предотвращение возможности ошибочного нанесения несоответствующей этикетки | Е | Е | А | А | А |
Нарезные этикетки
Нарезные этикетки целесообразно использовать там, где требуется небольшой тираж, а также тогда, когда этикетки большого формата по технологическим или экономическим причинам наклеиваются термоклеем или клеем, наносимым холодным способом. Самоклеющиеся этикетки обходятся дороже, но упаковочным предприятиям следует при оценке расходов учитывать то, что нарезные этикетки наносятся с помощью клея и для регулярной чистки этикетировочных машин уйдет дополнительное время.
Этикетка-книжка
В последнее время все чаще возникает необходимость сообщить потребителю больший объем информации (иногда это сведения, которые обязательны в соответствии с каким-либо законом, а иногда — инструкция по использованию и уходу за изделием), и это привело к распространению этикеток-книжек с несколькими страничками текста. Упаковка бутылок в дополнительные коробки вызывает недовольство потребителей, беспокоящихся об охране окружающей среды, а кроме того, для производства коробок требуются дополнительные затраты, и поэтому в наше время вместо них часто используются этикетки-книжки. Сложенные этикетки, как правило, подаются из магазинов подъемно-транспортными устройствами и наклеиваются на боковую или верхнюю поверхность контейнера при помощи адгезива либо выпускаются в форме рулонов самоклеющихся этикеток.
Технологии печати и оформления
Для нанесения информации на упаковку используются самые разнообразные способы, в том числе нанесение изображений непосредственно на поверхность тары. Себестоимость упаковки с наклеенной этикеткой обычно ниже, чем в случае печати на поверхности емкости, но часто выбор этих технологий определяется не столько экономическими, сколько маркетинговыми соображениями.
Этикетки изготовляются при помощи одной или нескольких следующих технологий: высокая печать, флексография, глубокая печать, литография, шелкотрафаретная печать, термопечать, горячее и простое тиснение; при выборе технологий необходимо учитывать то, какие требования к сложности изображения и количеству цветов имеются в каждом конкретном случае и каковы допустимые расходы на изготовление этикеток.
Высокая печать
Рис.12.6. Высокая печать
Высокую печать отличает четкость оттиска знаков; она обеспечивает высокую точность нанесения цветов и позволяет ясно и четко передавать детали изображения. В наше время эта технология широко применяется для печати рулонных этикеток, особенно в сфере упаковки медицинской и фармацевтической продукции, где требуется печатать очень разборчивым мелким шрифтом и недопустимо даже небольшое снижение качества печати к концу тиража. Существуют полуроторные и роторные прессы с возвратно-поступательными пластинами, и такое оборудование стоит сравнительно недорого. Стоимость использующихся печатных плат достаточно приемлема, заправка осуществляется очень легко (рис. 12.6). Благодаря этим качествам высокую печать используют многие небольшие предприятия, печатающие этикетки, а также компании-упаковщики, особенно работающие с фармацевтической и медицинской продукцией, требующей тщательного контроля упаковочного процесса непосредственно на предприятии.
Печатные формы могут быть изготовлены из металла или светочувствительных полимеров. Применяются как обычные виды краски, так и закрепляемые ультрафиолетовым облучением. Данная технология более подходит для нанесения однокрасочных изображений, поскольку при высокой печати одновременно может наноситься только один цвет, а для многоцветной печати требуется повторный оттиск, что может привести к смазыванию.
Флексография

Рис. 12.7. Флексография
Наиболее широко распространенной технологией печати в современной упаковочной индустрии является флексография. Эта технология похожа на технологию высокой печати, но рабочие пластины делаются из резины или эластомеров, а краска наносится при помощи анилоксовых дозирующих валиков; в этом заключается специфика флексографии, и именно на этом базируются новые возможности ее применения (рис. 12.7).
Технология печати со временем была значительно усовершенствована, и в настоящее время стало возможным лучшее качество изображения и большая скорость печати. Используется относительно недорогое оборудование, благодаря чему флексогра-фией пользуется много небольших предприятий. Флексографическая печать может осуществляться на пленке, фольге, бумаге всех видов, картоне, в том числе гофрированном. В рамках этой технологии может применяться и машина для припрессовки пленки к отпечатанной ленте. Многокрасочная печать производится за счет совместного использования нескольких станций печати, между которыми обычно располагаются сушильные камеры, относящиеся к определенной станции.
Анилоксовые дозирующие валики могут изготовляться из стального цилиндра, на который наносится керамическое покрытие; изображение наносится на валик механическим способом или при помощи лазера и представляет собой ячейки для краски; затем наносится покрытие из меди и хрома. Ячейки для краски могут отличаться по форме, размеру и глубине, что позволяет создавать различные декоративные эффекты; для флексографической печати используются низковязкие быстросохнущие краски.
Первоначально печатные формы делали из литой резины, но в настоящее время для этого в основном используются фотополимеры; форма состоит из светочувствительного материала, закрепленного на полиэфирной основе. Хорошо работают и относительно недорогие резиновые формы, для которых требуется гравировка по металлу и операция нанесения материала, но при этом возникает проблема неравномерной толщины и формоустойчивости. Обеспечить формоустойчивость помогают пластины из фотополимеров или эластомеров, применение которых заменяет фотографические изображения и травление поверхностей с помощью растворителей; кроме того, срок службы таких пластин дольше, и имеется большая возможность детализации изображения при сохранении высокого качества.
Литографская печать
Литография также является разновидностью офсетной печати; она используется для точного нанесения сложных многоцветных изображений и применяется в основном для высококачественных картонных коробок и этикеток для бутылок и металлических банок, при этом допускается до восьми оттисков красок и лаков. Эта технология может применяться и для печати на фольге, а также непосредственно на поверхности металлических банок. На большинстве печатных станков осуществляется полистная подача бумаги, но существуют и ротационные станки, на которые материал поступает из рулона.

Рис. 12.8. Литографская печать
Литография относится к технологиям плоской печати, то есть печатная форма представляет собой поверхность, имеющую однородную высоту. Чтобы создать на поверхности печатающие и непечатающие участки, печатные формы из сплава алюминия (первоначально они делались из камня) подвергаются специальной обработке, в результате которой области, предназначенные для печати, становятся восприимчивыми к краске, а остальные участки поверхности приобретают гидрофильные свойства. Как и при флексографии, печатные формы помещаются на формный цилиндр; на них наносятся чернила, которые затем смываются с непечатающих участков водой, а затем, как и при офсетной печати, изображение переносится на офсетный цилиндр. Затем материал прокатывается между офсетным и печатающим цилиндрами, которые сильно сжимают его, за счет чего краска должным образом ложится на поверхность этикетки (рис. 12.8). На поверхность плоских листов, из которых затем выпускаются банки, изображение наносится с помощью обычных красок или красками УФ-отверждения; первые для закрепления изображения обрабатываются в сушильном шкафу, а вторые — при помощи ультрафиолетовой сушки.
Поскольку при литографской печати происходит перенос краски, материал должен быть очень гладким, и поэтому литография чаще всего применяется для печати на картоне с глянцевым покрытием, использующемся для выпуска нарядно оформленных коробок. Литография может давать отличное качество печати, и хотя сама по себе эта технология относительно экономична, но из-за более высокой стоимости используемых материалов ее целесообразно использовать только для высококачественных видов этикеток и складных картонных коробок.
Глубокая печать
Глубокая печать (ротационная глубокая печать) используется там, где требуется сложное изображение или необычные цвета, однако в связи с высокими затратами на изготовление гравированных цилиндров требуется выпуск тиража не менее миллиона. Цвета ложатся великолепно, заправка осуществляется очень быстро, высокое качество печати со временем не пропадает (рис. 12.9). Глубокую печать называют «кадиллаком в мире печати на упаковке»; используется она в основном для картонных коробок.
При использовании данной технологии на поверхности стального цилиндра с медным покрытием химическим или механическим способом производятся крупные и мелкие ячейки; после этого поверхность хромируется для обеспечения износостойкости. В наши дни применявшееся для изготовления клише химическое травление все больше вытесняется электромеханическими, лазерными и электроннолучевыми технологиями гравировки. Электромеханический способ является достаточно дорогостоящим из-за использования специального оборудования, но его преимуществом является возможность использования цифровых данных; кроме того, метод является совместимым с современными технологиями компьютерного дизайна.
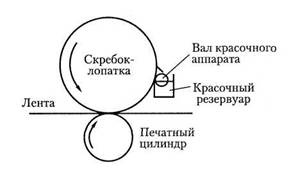
Рис. 12.9. Глубокая печать
При печати рулон ленты погружается в резервуар с маловязкой краской, которая затем удаляется с внешней поверхности ракельным ножом, а ячейки при этом остаются заполненными краской. Рулонный материал проходит между гравировальным и печатным валиками, впитывая краску прямо из ячеек, что часто обеспечивается за счет создания разного электростатического поля у этикеточного материала и печатных валиков. Жидкие краски, часто содержащие летучий растворитель, успевают высохнуть между станциями печати, благодаря чему не возникает проблем, характерных для офсетной печати и связанных с многоцветной печатью по еще не просохшей краске.
Сухой офсет
Сухая офсетная печать (также называемая высокой офсетной печатью) является наиболее распространенной технологией, применяемой при оформлении упаковки, и используется для нанесения изображения на закругленных поверхностях, например на бутылках, металлических и стеклянных банках, крышках и пробках, колпачках, ведрах и тубах. Эта технология обеспечивает высокую скорость нанесения многоцветных штриховых или растровых изображений, причем за один оттиск может наноситься до шести цветов; возможно также воспроизведение фотошаблона. Пастообразные краски могут ложиться как тонким, так и густым слоем. При выпуске больших тиражей эта технология является достаточно экономичной и используется при оформлении множества разнообразной потребительской и промышленной продукции, но для оформления упаковки косметико-гигиенической продукции и предметов роскоши сухой офсет применяется достаточно редко.

Рис. 12.10. Сухой офсет
При осуществлении офсетной печати стандартные краски или краски УФ-отверждения переводятся через ряд валиков, соприкасающихся по касательной; среди них имеется валик печатной формы с выпуклым изображением, с которого печатная краска, составляющая рисунок, переводится на резиновый офсетный валик, который размещает на упаковочном контейнере все используемые цвета одновременно (последовательность операций приведена на рис. 12.10). Все цвета одним и тем же способом переводятся на одно офсетное полотно с помощью секций нанесения краски (отдельных для каждого цвета). Эта технология сходна с офсетной литографией, а сухим офсетом ее называют потому, что вода, с помощью которой в офсетной литографии изображение удаляется с непропечатываемых мест, не используется.
Горячее тиснение
Горячее тиснение (также называемое листовой печатью) часто используется в сочетании с шелкотрафаретной печатью и позволяет наносить яркие краски, а также металлический слой (например, позолоту или серебрение). Горячее тиснение обычно применяется для нанесения на коробки или этикетки, на которых уже выполнено основное изображение, дополнительных элементов оформления. Такая технология имеет много общего с термопереносом, но это не одно и то же (о термопереносе речь пойдет ниже). При горячем тиснении изображения из фольги, краски или их сочетания переводятся на подложку с разделительным покрытием (при этом рисунок направлен наружу). Штамп, рабочая поверхность которого по форме соответствует изображениям на обрабатываемом рулоне, отделяет многослойное изображение (рис. 12.11) и переводит его с учетом приводки на поверхность оформляемой коробки или этикетки. Горячее тиснение широко применяется и для распечатывания по требованию различной информации на поверхности из бумаги, картона или пленки.
Горячее тиснение требует применения достаточно сложного многослойного материала, в состав которого входят (начиная с внутренней стороны) лента-носитель (обычно делается из полиэфирной пленки или целлофана), разделительное покрытие, защитный слой лака, фольга для тиснения или печатная краска и адгезив.
Применяются две технологии нанесения изображения. Одна из них — прямая штамповка, при которой горячий штамп прикасается к ленте-носителю со стороны, противоположной изображению, прижимая многослойный материал к поверхности оформляемой упаковки или к основе этикетки. Штамп может быть плоским или фигурным — в зависимости от формы обрабатываемой поверхности. Горячий штамп соприкасается со всей поверхностью участка ленты-носителя, с помощью которой оформляется изделие, и выдерживается определенный период термообработки, позволяющий отделяющемуся от носителя изображению и слою адгезива, расположенному на внешней поверхности ленты, нагреться и зафиксироваться на поверхности в необходимых местах. Эта технология характеризуется прерывистостью действия.
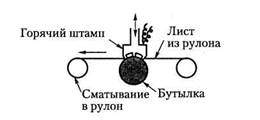
Рис. 12.11. Горячее тиснение
Существует также технология накатки изображения, применяемая для оформления цилиндрических емкостей. Вдоль по ширине оформляемого изделия к его поверхности прикасается лента, удерживаемая валиками в нужном положении. Плоская матрица перемещается горизонтально, касаясь верхней части ленты и емкости, при этом последовательность по времени такова, что процесс осуществляется при непрерывном движении.
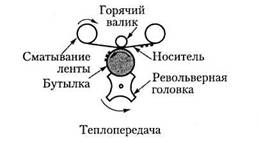
Рис. 12.12. Гектография (плоская печать с бумажного листа)
Гектография (плоская печать с бумажного листа)
Существует несколько технологий переноса краски на поверхность емкости с предварительно напечатанного бумажного полотна. Некоторые из них сложнее с технической точки зрения и для сохранения емкости в необходимом положении требуют ее жесткой фиксации. В общих чертах эту технологию можно описать так: несколько красок наносятся на ленту с разделительным покрытием в обратном порядке, то есть первым на поверхности ленты оказывается наружный слой краски или лака, а последним — слой прозрачного термочувствительного адгезива. Для печати можно применять почти любые технологии. Термопластичное покрытие для переноса краски или лак, находящиеся между поверхностью, на которой осуществляется печать, и лентой-носителем, плавятся под давлением штампа, форма которого соответствует контурам оформляемой поверхности, и предварительно отпечатанное изображение переносится на определенные участки емкости, к которым оно прижимается и прилипает благодаря разогретому адгезиву (рис. 12.12). Для обеспечения наклеивания этикетки в этом случае может потребоваться обработка поверхности с помощью горелок или электростатическим методом.
Трафаретная печать
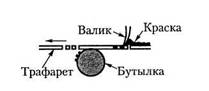
Рис. 12.13. Трафаретная печать
Трафаретная печать появилась еще в Древнем Египте и Китае, где для декоративного оформления стен, ткани или бумаги изображение наносилось с помощью кисти и краски через специальные трафареты. В наше время применяются вязкие краски, которые с помощью резинового валика наносятся через отверстия мелкоячеистого трафарета, соответствующие форме изображения (рис. 12.13). Трафаретные сетки изготовляются из шелка, полиэфира, нейлона или металлической ткани; материал натягивается на рамку, под которой фиксируется предмет, на который будет нанесено изображение (с учетом необходимого совмещения). Для создания изображения материал сетки покрывается светочувствительной эмульсией. Затем на трафаретную сетку накладывается рисунок в форме позитивного изображения, после чего на сетку направляется яркий свет, который сушит и отверждает эмульсию, не защищенную непрозрачным слоем. Неотвердевшая эмульсия смывается, оставляя на сетчатом трафарете отверстия, по форме соответствующие выполняемому изображению, через которые краска попадает на поверхность оформляемого изделия. Краска наносится достаточно густо, поэтому линиатура изображения ограничена и составляет около 85 линий на дюйм. Первоначальные затраты невысоки благодаря относительно низкой стоимости трафаретной сетки. Такая технология вполне подходит для выпуска небольших тиражей, причем используемые печатные краски имеют отличную кроющую способность, а изображение слегка поднимается над поверхностью емкости, которая благодаря этому выглядит особенно нарядно.
Трафаретная печать может также применяться для оформления цилиндрических емкостей, при этом печать по их окружности осуществляется за один прогон машины.
Тампопечать
Тампопечати — особой технологии переноса красочного слоя с печатной формы — уже почти сто лет. Впервые она стала применяться при производстве швейцарских часов. В ее основе лежат приемы как глубокой, так и офсетной печати. Распространению этой технологии в сфере упаковки и других областях декоративного оформления продукции в 1970-е гг. способствовало то, что более совершенное оборудование для тампопечати позволило использовать ее возможности для оформления товаров нестандартной формы. Тампопечать широко применяется для оформления крышек и колпачков.
Для данного процесса необходимы три основных элемента:
1) идеально гладко отшлифованная, притертая гравированная печатная форма, так называемое клише; первоначально она изготавливалась из мягкой меди, которую затем стали хромировать, но в настоящее время для крупных тиражей изготавливают клише из закаленной стали, а для небольших — из пласт массы;
2) тампон для переноса краски, имеющий, как правило, конусообразную форму; в прошлом он изготовлялся из мягкого желатина, а в настоящее время — из силиконовой резины;
3) зажимное приспособление или инструмент, удерживающее предмет, на котором выполняется изображение; в качестве зажимного приспособления в случае применения полуавтоматической технологии иногда используют фиксированную по месту секцию, но чаще применяют несколько зажимов, размещенных на круговом конвейере.
По существу этот процесс можно отнести к технологиям глубокой печати. Слой краски шпателем или кистью наносится на клише, на котором выгравировано изображение на глубину 0,001 дюйма (25,6 мкм). Затем краску соскребают с клише острым ракельным ножом, который оставляет ее только в выгравированных углублениях. После этого тампон опускается на поверхность изображения, краска переходит на тампон, который прижимается к поверхности контейнера или какой-либо детали упаковки, и таким образом на нее переносится рисунок. Тампон полностью переносит изображение, причем печать возможно осуществлять поверх еще не высохшего предыдущего слоя краски, так как не образуется пятен и не искажается изображение, как это бывает при офсетной печати. В настоящее время для такой печати выпускается и электромеханическое, и гидравлическое оборудование, скорость работы которого составляет около 30 этикеток в мин, если используются станки с одной печатной головкой, и до 300 в мин — на мультиголовочных ротационных печатающих машинах.
Вплавляемые этикетки
Сократить затраты позволяет технология вплавляемых этикеток, позволяющая наносить этикетки на корпус пластиковой тары во время ее формовки. Эта технология, впервые использованная в 1970-х гг. компанией «Проктер энд Гэмбл», позволяет забыть обо всех операциях, выполняемых при нанесении этикеток в упаковочном цехе, а также избежать ошибочного нанесения этикеток, дополнительной уборки и обслуживания машин. Преимуществами этой технологии является и то, что она сокращает объем необходимых производственных товарных запасов, а также позволяет ускорить работу технологической линии.
При такой технологии на обратную сторону этикеток наносится слой клея, активируемого при нагревании. При выдувном формовании емкостей лицевые и контрэтикетки подаются из магазинов и с помощью роботизированных устройств помещаются в вакуумные отверстия, которые удерживают этикетку в необходимом положении внутри пресс-формы. При раздувании горячая заготовка бутылки соприкасается с этикетками, активируя адгезив; пластик, из которого состоят стенки бутылки, наплывает поверх краев этикетки. В результате этикетка оказывается вплавленной в стенку бутылки и при этом не стирается и не отрывается.
Вплавляемые этикетки чаще всего печатаются методом глубокой печати, а на последнем в линии автоматическом устройстве на обратную сторону ленты наносится адгезив на основе этиленвинилацетата (ЭВА). Для флексографии, высокой печати и горячего тиснения могут применяться узкорулонные печатные машины. Благодаря этому для различных видов пищевой продукции, бытовой химии, медицинских препаратов и продуктов личной гигиены все шире применяются как бумажные, так и пластиковые вплавляемые этикетки (эта технология в англоязычной литературе обозначается как IML — In-MoldLabeling).