 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
+7 (495) 989-43-69
(многоканальный)
e-mail: arz-p@arzpuck.ru
8-926-917-76-62
8-926-917-76-69
+7 (499) 123-54-44,
+7 (499) 124-56-63,
+7 (499) 797-49-76,
+7 (499) 127-67-40,
+7 (499) 127-18-78,
+7 (499) 755-71-13.
Гофрокартон
В настоящее время наиболее широко распространенным видом транспортной тары, используемой в промышленных масштабах, являются ящики из гофрокартона. Первые патенты на выпуск гофрированной бумаги были оформлены в Англии в 1856 г. В США первым получил патенты в 1871 г. А. Л. Джонс, разработавший необлицован-ный гофрированный лист, предназначенный для упаковки ламп и других хрупких предметов.
Впервые ящики из гофрокартона, обклеенного с двух сторон плоским картоном, стало использовать предприятие по производству круп, добившееся в 1903 г. включения этого типа транспортной тары в официальную классификацию грузов. К окончанию первой мировой войны около 20% от общего числа ящиков и коробок составляли ящики из гофрированного или сплошного картона, а оставшиеся 80% были деревянными. К концу второй мировой войны ситуация полностью изменилась, и в 80% случаев перевозки грузов использовались картонные ящики.
В английском языке транспортная тара из гофрокартона может называться box (ящик), carton (картонная коробка) или case (коробка), однако наиболее точным термином для ее обозначения является box (ящик).
Устройство коробок
Наиболее распространенной разновидностью коробки является картонная коробка с четырьмя равновеликими клапанами; все клапаны такой коробки имеют одинаковую ширину, а внешние клапаны при сборке коробки стыкуются посередине (рис. 14.1). Такая коробка делается из одного листа гофрокартона, в одном из углов которого выполняется фабричный шов, который впоследствии сшивают металлическими скобами, склеивают или соединяют с помощью липкой ленты (рис. 14.2). Стенки коробки складываются, и плоская заготовка отправляется заказчику. Существуют также много других видов коробок (их мы обсудим ниже), но важнейшее место среди них все же принадлежит коробке с равновеликими клапанами.
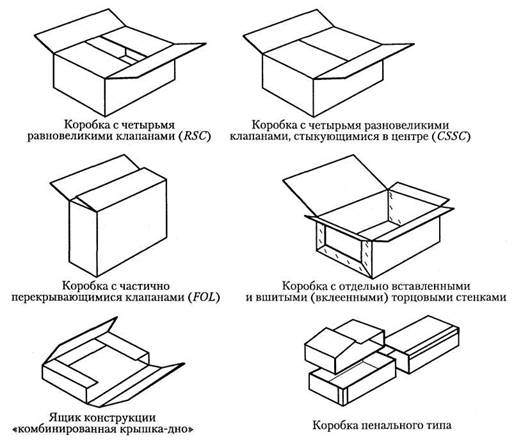
Рис. 14.1. Основные типы коробок из гофрокартона (существуют и другие их разновидности)
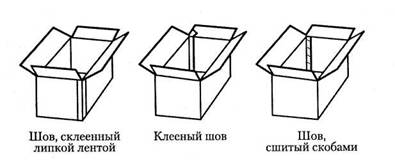
Рис. 14.2. Три основных вида фабричных швов. В некоторых случаях клапан склеиваемого шва продолжается и на верхнем клапане ящика; клапан склеиваемого шва может находиться как внутри, так и снаружи коробки
Стандарты, определяющие конструкцию элементов коробок из гофрокартона, появились в начале XX в. С 1934 г. наиболее важным для упаковочных предприятий является Правило 41 (Rule 41), в котором изложены минимальные требования к упаковке для различных классов товаров. Министерством транспорта США отдельные положения этого правила были включены в нормы упаковки опасных веществ, которые обязаны выполнять и большинство других перевозчиков упакованной продукции.
Со времен второй мировой войны доля автотранспортных предприятий в общем объеме грузоперевозок начала постоянно увеличиваться, и в 1968 г. в США был принят Параграф 222, по своей структуре напоминающий Правило 41, хотя между ними имеются и некоторые отличия. В настоящее время конструкция и характеристики упаковки, применяемой для внутренних перевозок, определяются в первую очередь Ассоциацией американских железных дорог и Национальной ассоциацией автомобильных грузоперевозчиков (The National Motor Freight Traffic Association, г. Александрия, штат Виржиния), за исключением упаковки опасных веществ и отходов, контролируемых соответственно правилами Министерства транспорта США (DOT) и Управления по охране окружающей среды (ЕРА).
Размеры коробок
При указании величины коробок из гофрокартона всегда указывается их внутренний размер; первой пишется длина, затем — ширина и высота. Длиной считается размер самой длинной из боковых стенок, шириной — самой короткой, а глубиной — расстояние от одной открывающейся стороны коробки до другой. Если не указано, что используется какая-либо особая система, следует исходить из того, что размеры обозначены именно таким образом. Иногда какой-либо из размеров подчеркнут — таким образом указывается, что гофрировка проходит параллельно соответствующей стороне. По умолчанию гофрировка считается вертикальной, то есть проходящей параллельно линии измерения высоты.
Припуски на рилевку
При рилевании гофрокартона и последующем его сгибании под прямым углом центральная ось листа пересечет линию рилевки, то есть половина толщины картона оказывается с одной стороны линии рилевки, а другая половина — с другой (рис. 14.3). Таким образом, когда лист картона сгибается под прямыми углами и образует стенки коробки, внутренние размеры окажутся меньше, чем расстояние между линиями рилевки, и разница будет примерно равна толщине картона. Соответственно, размеры коробки снаружи примерно на толщину картона будут превышать расстояние между линиями рилевки.
Определив желаемые внутренние размеры коробки, следует рассчитать расстояние между рилевочными колесами печатно-высекальной машины; для этого к желаемым размерам коробки добавляется некоторая величина, зависящая от толщины используемого гофрокартона (рис. 14.4). Если полученный результат будет представлять собой несократимую дробь, то есть нечетное число тридцать вторых или шестьдесят четвертых долей дюйма (0,79 или 0,40 мм), то его следует округлить в сторону увеличения до ближайшей шестнадцатой доли дюйма (1,59 мм) (за исключением тех случаев, когда используются гофры Е, F или N), поскольку на производстве гофрированных коробок размеры обычно не выдерживают с точностью более 1/16 дюйма (1,59 мм). В связи с этим также следует отметить, что принятый на рынке гофротары допуск на размер готового ящика составляет ±1/16 дюйма (1,59 мм). Технические требования, предусматривающие более жесткие допуски, могут привести к увеличению затрат.
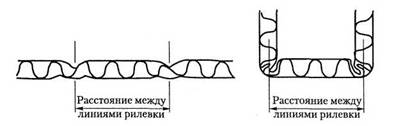
Рис. 14.3. Припуски на рилевку определяются толщиной используемого гофрокартона. Расстояние между линиями рилевки должно быть на одну толщину картона больше, чем требуемый внутренний размер. Когда картон согнут по линиям рилевки, расстоянию между ними будет соответствовать длина центральной линии толщины стенки, образовавшейся после сгиба
Рис. 14.4. Обод нижнего рилевочного колеса на поверхности гофрокартона образует линию рилевки шириной 1,6 мм. Расстояние между вершинами охватывающего рилевочного колеса составляет 7,9 мм, но может быть и каким-либо другим (в зависимости от применяемого типа картона). Изображенный на рисунке тип рилевочных колес используется как для вертикальной, так и для горизонтальной рилевки и позволяет обеспечить наибольшую прочность коробки
Припуски на горизонтальные линии рилевки рассчитать несколько сложнее, чем на вертикальные. Поскольку клапаны меньшего размера при закрывании стандартной четырехклапанной коробки (RSC) оказываются под большими клапанами, припуск составляет не только одну толщину картона, как для вертикальных линий, но и толщину одного верхнего и одного нижнего клапанов. Таким образом, внутренняя высота коробки меньше расстояния между линиями рилевки на три толщины картона. Необходимая для расчетов толщина различных типов картона приводится в
Таблица 14.1. Картон для плоских слоев гофрокартона, соответствующий требованиям Правила 41
| Плотность, г/м | Толщина, мм | Прочность на разрыв, кПа |
| 26 | 0,203 | 480 |
| 33 | 0,254 | 586 |
| 38 | 0,279 | 634 |
| 42 | 0,330 | 690 |
| 69 | 0,508 | 931 |
| 90 | 0,584 | 1103 |
табл. 14.1. Если в результате получается несократимая дробь, при определении необходимого размера ее можно округлить в большую или меньшую сторону. В случаях, когда требуется обеспечить хорошую штабелируемость коробок с тяжелым содержимым, предпочтительно округлять в меньшую сторону.
Разные фирмы-производители рассчитывают допуски на небольшие отклонения толщины и изгибы картона не совсем одинаково, и фирме-потребителю картонной тары целесообразнее сделать схему стенок коробок, указав желаемые размеры и предоставив производителю расчет допусков. На схеме пишется, что он выполнен без учета допусков на линии рилевки, и это будет учтено конструктором фирмы-поставщика.
Структура картона
В состав гофрокартона входят два материала: гофрированный лист бумаги (называемый также средним слоем), и один или два плоских листа бумаги, известные как плоский слой гофрированного картона. Плоский слой наклеивается на гофрированную бумагу с одной или с обеих сторон; в первом случае получается двухслойный, а во втором — трехслойный гофрокартон (рис. 14.5). Иногда на такой картон поочередно наклеиваются дополнительные слои гофрированной бумаги и картона для плоского слоя, в этом случае выпускается пятислойный или семислойный гофрокартон.
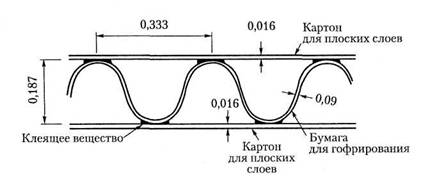
Рис. 14.5. При производстве гофрокартона гофроагрегат склеивает гофрированную бумагу с одним или двумя слоями плоского картона (в данном случае мы видим картон гофра А, плоский слой марки 200)
Бумага для гофрирования практически всегда имеет толщину 9 пунктов (0,23 мм) и плотность 127 г/м2. Плоский слой гофрированного картона может иметь различную толщину в зависимости от того, какая прочность необходима. Бумага для гофрирования делается из небеленой сульфатной крафт-целлюлозы, низкосортного макулатурного материала или полуцеллюлозного волокна.
Картон для плоских слоев
Картон для плоских слоев гофрированного картона чаще всего делается из натуральной небеленой сульфатной целлюлозы, имеющее светло-коричневый цвет. Иногда для стимулирования сбыта определенной продукции используется более дорогостоящая беленая крафт-бумага (чаще всего для выпуска ящиков, используемых в фармацевтической промышленности), имеющая более гигиеничный внешний вид, который, впрочем, редко удается сохранить после транспортирования ящика. Полностью отбеленный картон в значительной степени уступил свое место на рынке мраморному картону, не такому белому, но и значительно менее дорогому.
Наиболее широко используемый вид картона для плоских слоев имеет плотность 205 г/м2. Как правило, с обеих сторон для плоских слоев применяется картон одинаковой плотности, но иногда используются и плоские слои гофрированного картона разной плотности (в последнем случае материал более склонен к деформации и представляет большую сложность для обработки как в процессе высекания и рилевки, так и при сборке коробки). По этой причине плоские слои гофрированного картона разной плотности рекомендуется применять исключительно в тех случаях, когда для этого имеются очень весомые причины.
Основной причиной его использования являются соображения экономии. Например, для упаковки определенного товара тарный картон весом 90,7 кг, у которого каждый лист плоского слоя имеет плотность 205 г/м2, может оказаться недостаточно прочным, а тарный картон весом 124,7 кг, плотность листов плоского слоя которого составляет 337 г/м2, — слишком прочным. В этом случае имеет смысл использовать гофрокартон с плоскими слоями разной массы, например, с одной стороны лист весом 205 г, а с другой — несколько более тяжелый.