 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
+7 (495) 989-43-69
(многоканальный)
e-mail: arz-p@arzpuck.ru
8-926-917-76-62
8-926-917-76-69
+7 (499) 123-54-44,
+7 (499) 124-56-63,
+7 (499) 797-49-76,
+7 (499) 127-67-40,
+7 (499) 127-18-78,
+7 (499) 755-71-13.
Тиснение
Тиснение — это технология создания рельефной поверхности картона. Тиснение можно применять ко всей поверхности (для имитации, например, «песка» или ткани), а также после нанесения печати с приводкой (в последнем случае — как отдельную операцию в ходе вырубки и биговки). Тиснение, как правило, усиливает зрительный эффект, воспринимается наощупь и способствует созданию ощущения «роскоши». С помощью тиснения на коробку можно наносить текст или любое графическое изображение — например, герба, цветка, автомобиля, фруктов, пищевого продукта, бутылки и т. п. Рельефная поверхность может быть выпуклой (положительный рельеф) или вогнутой (негативный рельеф) и выполняется с использованием нагрева и давления с помощью металлической формы, устанавливаемой сверху над картоном, или инвертированной формы (располагаемой снизу) (рис. 10.33).
Выполнять тиснение можно на любых видах картона, но пригодность конкретного картона для конкретного вида тиснения всегда следует проверять. Чем мельче детали и глубже рельеф, тем больше предъявляемые к картону требования по прочности, твердости, жесткости и эластичности, необходимые для достижения требуемого результата. Как и в случае биговки, в поверхностной и внутренней структуре картона при тиснении возникают напряжения, и поэтому для тиснения важны такие свойства картона, как прочность на разрыв, относительное удлинение, жесткость, содержание влаги, удельная масса и сопротивление сжатию поперечного участка образца (определяемое по методу SSC).
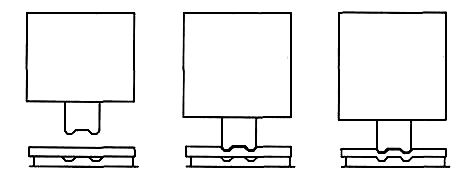
Рис. 10.33. Операция тиснения.
Горячее тиснение фольгой
Одним из способов декорирования поверхности является горячее тиснение фольгой. Его выполняют на картоне со специальной пленки с помощью нагретого ролика, на поверхность которого нанесено изображение. Изображение может быть пигментированным, бесцветным (цвета фольги, то есть серебряным) или цвета окрашенной алюминиевой фольги (рис. 10.34). Выполняется эта операция с приводкой по печати или по некоторому рельефному элементу конструкции на специальной машине или с помощью штампа для тиснения (при вырубке и биговке).
Склеивание
Склеивание — одна из технологий сборки и закрывания картонных коробок с помощью адгезивов (зачастую называемых просто «клеями»). Для склеивания складных картонных коробок применяют несколько разных видов адгезивов в зависимости от типа соединяемых поверхностей и зависимости «давление-время» в клеящей системе. Общие принципы склеивания мы уже рассматривали. В самом широком смысле склеенным является и картон с покрытием из термопластичного полимера, где расплав полимера в зоне склеивания действует как адгезив.
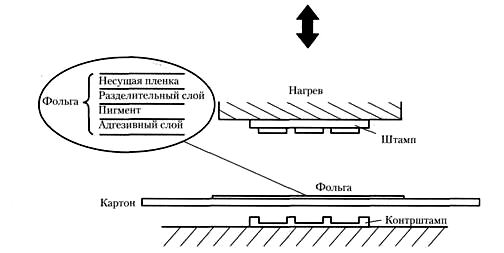
Рис. 10.34. Горячее тиснение фольгой и рельефное тиснение.
В производстве картонных коробок операцию склеивания используют для герметизации боковых швов коробки, для склеивания углов и герметизации клапанов дна коробки с замковым (самозакрывающимся) днищем.
Самый распространенный тип складной картонной коробки — это прямоугольная коробка со склеенными боковыми швами и открытыми торцами. Плоские заготовки картонных коробок помещают запечатанной стороной вниз в приемный бункер высокоскоростной машины для фальцовки и склеивания коробок. Эта операция более эффективно осуществляется с помощью устройства подачи с предварительной загрузкой приемного бункера большой емкости, которое легко загружается и подает заготовки в машину равномерно и с высокой скоростью. При этом выполняются две операции (рис. 10.35) — складывание и нанесение клея.
Сначала биги 1 и 3 приклеиваемого клапана (то есть биг напротив бига приклеиваемого клапана в готовой картонной коробке) предварительно складываются как можно сильнее (ближе к 180°) и возвращаются обратно в горизонтальное положение, после чего на приклеиваемый клапан наносится адгезив (клей).
Выбор адгезива зависит от типа склеиваемых поверхностей и таких параметров системы, как время, в течение которого адгезив остается активным, продолжительность отверждения и продолжительность обжима. При выборе адгезива следует также учитывать особые условия среды и особенности фасуемых изделий (например, хранение замороженных пищевых продуктов, влажность окружающей среды, стойкость к моющим средствам и т. п.).
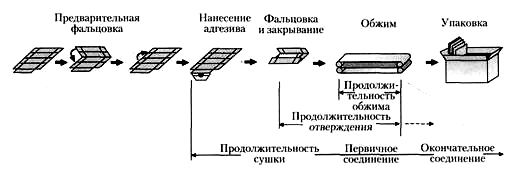
Рис. 10.35. Поточное складывание и склеивание.
Для большинства типов картона наиболее предпочтительным клеем является ПВА-дисперсия, наносимая на приклеиваемый клапан валиком. Затем сгибают биги 2 и 4, и образуется соединение между приклеиваемым клапаном и кромкой перекрывающегося бортика, после чего коробку обжимают для отверждения адгезива. На выходе из секции обжима коробки подсчитывают и упаковывают обычно в невозвратные коробки из гофрокартона, в которых их сушат. Эта операция может выполняться автоматически со скоростью до 200 тыс. коробок/ч.
Некоторые модификации оборудования позволяют еще до склеивания боковых швов формовать и помещать в заготовки коробок пакеты из гибких упаковочных материалов, получая тем самым упаковки типа «пакет в коробке» (bag-in-box, BIB).
Склеивание днища с замковой защелкой аналогично склеиванию коробки с боковым швом, но дополнительно наносят клей на два диагональных клапана, соединенных с основаниями бортиков 1 и 3 или 2 и 4. Как и обычные клееные коробки, их затем складывают, придавая плоскую форму. Как мы уже отмечали ранее, коробки такого типа можно собирать и вручную на предприятии, выполняющем фасовочно-упаковочные операции — сначала устанавливают на место базовые бортики, а затем коробку заполняют и закрывают.
Боковые стенки двойной толщины, получаемые складыванием дополнительных бортиков, можно склеивать на поточном оборудовании для склеивания. Плоско сложенные коробки этого типа собирают в фасовочно-упаковочном подразделении, получая конструкцию с жестким лотком. В этом случае можно использовать дополнительные бортики, получая из одной заготовки помимо корпуса и основания для фиксации и демонстрации изделий коробку типа тубы с торцевой загрузкой. Кроме того, в таких коробках можно проделывать «окошко».
Лотки с 4-мя и 6-ю точками склеивания получают путем нанесения на диагонально сложенные задние клапаны клея из расположенного сверху резервуара. Крышку коробки с 6-ю точками склеивания (см. рис. 10.7) получают из той же заготовки. Если диагональные клапаны фальцуются «на себя» и плоско складываются, то на этапе вырубки и биговки биги обычно выполняют с помощью перфорирующей линейки.
При невозможности использовать клей ПВА применяют специальные адгезивы. Термопластичные адгезивы наносят на машине для нанесения клея как отверждаемые покрытия. На предприятии, выполняющем фасование в коробки, термоплавкое покрытие снова активируют нагревом, получая его расплав и обеспечивая им надежную укупорку закрытой коробки без микроотверстий.
Коробки с ПЭ-покрытием герметизируют горячим воздухом на поточной машине для склеивания. На таких машинах может быть установлен детектор, проверяющий наличие клеевой линии и измеряющий в ней массу клея, а также устройства считывания кодов партий заготовок, позволяющие исключить при сборке коробок смешивание заготовок одного размера, но относящихся к различным заказам.
В производстве складных картонных коробок очень важно исключить перекосы клееных клапанов, их вертикальное или горизонтальное смещения, попадание капель клея на сторонки и его выдавливание, так как все это может помешать автоматическому формированию коробки на упаковочной линии. На поверхности клееного клапана не должно быть красок и лака в области приклеивания, что подразумевает жесткий контроль просачивания краски с соседних бортиков.
Для повышения производительности упаковочной линии также следует учитывать эффект предварительной фальцовки, давление, прилагаемое с внешней стороны в секции обжима, и условия хранения заготовок, так как они определяют силу, необходимую для формирования коробки.
Перед упаковкой в тару из гофрокартона и паллетизацией склеенные картонные коробки подсчитывают и автоматически группируют по партиям. Автоматические машины для упаковки готовых коробок в гофротару могут быть установлены на выходе клеящей машины. Для защиты от влаги и по санитарно-гигиеническим соображениям собранные паллеты (поддоны), как правило, обертывают стретч- или усадочной полиэтиленовой пленкой.
Изготовление «окошек»
Чтобы можно было видеть содержимое коробок их иногда снабжают «окошками», которые изготавливают из полимерных материалов — ацетилцеллюлозных, ПВХ-, ПЭТ- и ПП-пленок. Окошко делают с одной стороны или в двух смежных (в последнем случае при сборке коробки окно изгибают вокруг одного из углов). Прорезь в картоне вырезают на стадии вырубки и биговки, а собственно окошки устанавливаются на отдельном оборудовании, где на обратную сторону заготовки коробки вдоль периметра окошка наносится адгезив, на который автоматически помещается предварительно нарезанная рулонная пленка. Затем коробку отправляют на фальцевально-склеивающую линию. Машину для установки окошек можно оснастить дополнительным приспособлением для размещения внутри коробки гибкого пакета (для коробок типа «пакет в коробке»). Выпускается специально сконструированное оборудование, позволяющее делать складки на полимерной пленке для изготовления картонных коробок с окошками на трех или четырех сторонках.
Парафинирование (вощение)
Наряду с изготовлением коробок из картона, уже пропитанного парафином (воском), последний можно наносить на одну или обе стороны высеченной и бигованной плоской заготовки. Парафином можно также покрывать отдельные участки заготовки, но избегая его пападания на заклеиваемые клапаны.
Парафинирование может быть сухим (в этом случае парафин затвердевает на поверхности, придавая ей матовость), или «мокрым» (картонная коробка проходит под нагревательными элементами, повторно расплавляющими парафин перед переносом заготовки на транспортере через холодную воду, — резкое охлаждение придает поверхности парафина высокий глянец). Коробки, прошедшие парафинирование для получения высокого глянца, при использовании соответствующих парафиновых смесей могут подвергаться термосварке. Парафинированные коробки используют для упаковки замороженных пищевых продуктов, готовых блюд и мороженого.
Складные картонные коробки в виде лотков со скошенными сторонами, конические, с круглым или квадратным поперечным сечением можно парафинировать после формования (именно таким способом изготовляли первые коробки для упаковки жидких продуктов).