 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
+7 (495) 989-43-69
(многоканальный)
e-mail: arz-p@arzpuck.ru
8-926-917-76-62
8-926-917-76-69
+7 (499) 123-54-44,
+7 (499) 124-56-63,
+7 (499) 797-49-76,
+7 (499) 127-67-40,
+7 (499) 127-18-78,
+7 (499) 755-71-13.
Конструкции складных картонных коробок
Существуют самые разнообразные виды складных коробок. Наиболее распространенной конструкцией является картонная коробка, дно и верх которой не примыкают к общей стороне; при ее сборке картонная развертка сгибается по четырем параллельным линиям, одна из которых отделяет узкий клапан (образующий фабричный шов), который приклеивается, и заготовка принимает форму рукава. Края высекаются в виде клапанов, на них наносятся линии рилевки; затем эти клапаны закрываются и фиксируются по краю рукава, и в результате образуется закрытая упаковка.
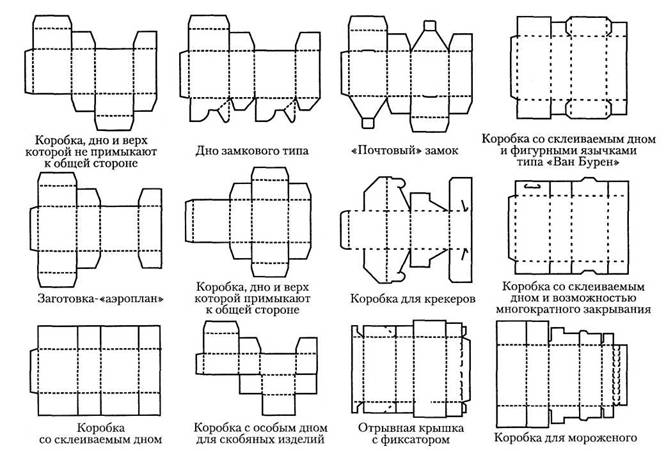
Рис. 6.2. Показанные здесь основные типы складных картонных коробок имеют множество разновидностей. На рисунке изображены плоские заготовки, которые высекаются; на них наносятся линии рилевки, а затем коробка собирается и склеивается. Клеевой клапан обычно высекается вместе с задней стороной коробки, чтобы после склеивания открытый срез картона был направлен назад (показана внешняя сторона, также называемая стороной штампа)
Коробка со склеиваемым дном очень похожа на описанный выше тип, но оба дна после фасования заклеиваются. На рис. 6.2 показаны различные формы клапанов дна. Нижние клапаны часто снабжают специальными замками, чтобы не дать тяжелым товарам выпасть при поднятии коробки. Посылочные коробки имеют дополнительные прорези и язычки, не позволяющие упаковке раскрыться в пути.
Мы привели только основные разновидности, на основе которых талантливый дизайнер может создать множество новых модификаций. Упаковка может иметь различные вырезы и выступающие детали, что позволяет потребителю лучше рассмотреть продукцию или обеспечивает определенное расположение товара внутри коробки. При включении дополнительных деталей (перфорации и шарнирных соединений, язычков и прорезей, подставок-пюпитров и манжет) себестоимость повышается незначительно или вообще не изменяется. Именно такое разнообразие конструкции делает складную коробку такой удобной.
Выбор конструкции и материалов для коробки определяется типом продукции и соображениями маркетинга конкретной продукции. Если упаковка выполняет исключительно утилитарные функции (например, служит для хранения продукции) либо поставляется на промышленные предприятия или в организации, то при принятии решений в первую очередь учитывают себестоимость. В этом случае проблема сводится к тому, чтобы использовать наиболее тонкий сорт картона, допустимый в данном случае, и рассчитать минимальную по площади развертку.
Возрастание или снижение прочности картона в зависимости от его толщины приведено в табл. 6.2, а также на графиках, представленных на рис. 6.3, 6.4 и 6.5. После того как сформулированы технические требования, необходимо провести испытания, подтверждающие пригодность выбранной конструкции. Особенную важность имеют испытания на падение и виброустойчивость; проводить их следует в условиях, максимально приближенных к эксплуатационным, то есть поместив в коробку содержимое, для которого она предназначена, и упаковав в транспортную тару столько коробок, сколько планируется перевозить в ней на практике.
Таблица 6.2. Рекомендуемая толщина коробочного картона для содержимого, не обеспечивающего опоры
| Объем коробки, куб. дюймов | Вес содержимого, фунтов | Толщина картона, дюймов |
| до 20 | до 0,25 | 0,018 |
| от 20 до 40 | от 0,25 до 0,50 | 0,020 |
| от 40 до 60 | от 0,50 до 0,75 | 0,022 |
| от 60 до 80 | от 0,75 до 1,00 | 0,024 |
| от 80 до 100 | от 1,00 до 1,25 | 0,026 |
| от 100 до 150 | от 1,25 до 1,50 | 0,028 |
| от 150 до 200 | от 1,50 до 2,00 | 0,030 |
| от 200 до 250 | от 2,00 до 2,50 | 0,032 |
| от 250 до 300 | от 2,50 до 3,75 | 0,036 |
| от 300 до 375 | от 3,75 до 5,00 | 0,040 |
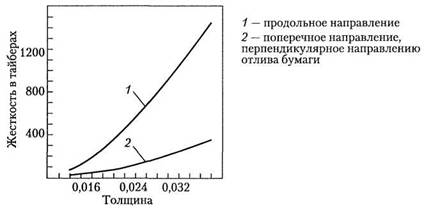
Рис. 6.3. Жесткость картона определяется модулем упругости (модулем Юнга), длиной волокон и поперечным сечением листа. Одиночные волокна древесной целлюлозы имеют модуль упругости около 500 000 psi (фунтов на кв. дюйм) (3,448 МПа). Так как большая часть волокон расположена параллельно направлению отлива бумаги (продольному направлению), жесткость в этом направлении выше. При увеличении толщины листа момент инерции возрастает пропорционально квадрату расстояния от центра листа до его внешней поверхности. Следовательно, в наибольшей степени жесткость определяется внешними слоями
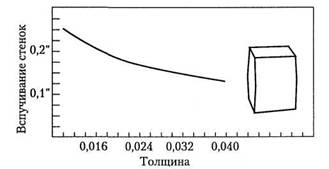
Рис. 6.4. При упаковке сыпучей продукции в большие коробки их стенки деформируются и вспучиваются под внутренним давлением содержимого. Наиболее важным фактором является площадь стороны. На графике видно, что увеличение толщины картона лишь незначительно снижает вспучивание стенок
Одним из требований, предъявляемых к складной картонной коробке, является ее привлекательность для покупателя, однако необходимо учитывать и другие факторы. В первую очередь следует рассмотреть способ выкладки продукции. Упаковка должна быть устойчивой, не падать с полки в магазине. Лицевая сторона коробки должна удачно смотреться и в том случае, когда на полках в торговой сети выставлено множество коробок. Необходимо, чтобы размер упаковки (по сравнению с размером товара) был солидным, но при этом не вводил потребителя в заблуждение. На рис. 6.6 показано на примере картонной коробки для мягкой тубы, как определить наиболее подходящий для нее размер.
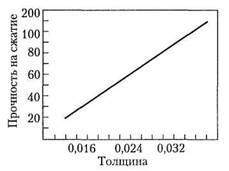
Рис. 6.5. При транспортировании на картонную коробку воздействуют в основном сжимающие усилия. На графике показано, как возрастает прочность картона по мере увеличения его толщины. В качестве примера рассматривается максимальная нагрузка (в фунтах) в направлении сверху вниз, которую может выдержать картонная коробка размером 210 × 76 × 279 мм
Размер картонной коробки должен соответствовать стандартной высоте полок в магазине. Если в торговой сети рассматриваемый товар обычно вывешивают на консолях, то коробку необходимо снабдить подвесной петелькой или удлинить одну из сторон и сделать в ней отверстие соответствующего размера. Потребителю должно быть нетрудно взять упакованный товар с полки и держать его в руках. Тяжелая картонная коробка может снабжаться ручкой, высекаемой из той же развертки. Обеспечить хороший уровень продаж может помочь окно на коробке, через которое видно ее содержимое или качественное изображение упакованной продукции.
В сфере расстановки упакованной продукции на полках магазинов тоже происходят изменения. В течение долгого времени в розничной торговле картонные коробки по возможности размещались (и печать также выполнялась соответствующим образом) лицевой стороной по направлению к потребителю — наружу и вверх, — что позволяло привлечь большее внимание к выставленному товару. Иногда коробка рассчитана на горизонтальное расположение на полке (причиной может быть то, что товар в этом случае лучше выглядит, а иногда и возможность укладки коробок в два слоя), и случается даже, что сообразительные разработчики упаковки задействуют уже готовый тип коробки, используемый какой-либо другой компанией для вертикально выставляемой продукции. Но в то же время количество разнообразной продукции, предлагаемой в магазинах, особенно в супермаркетах, все увеличивается, и многие менеджеры магазинов предпочитают, чтобы лицевая сторона имела меньшую площадь, так как это позволяет выставить на полке большее число видов продукции. За место на полке идет постоянная конкуренция.
К использованию коробок с пятой стороной следует подходить крайне осмотрительно. С точки зрения привлечения внимания к товару на полке они действительно эффективны, но для их производства требуется больше картона, они могут создавать проблемы при обработке на технологической линии, а также при упаковывании в транспортные ящики. Вместе с тем такие коробки могут оказаться совершенно необходимыми для упаковки мелких предметов, которые в ином случае рискуют просто остаться незамеченными.
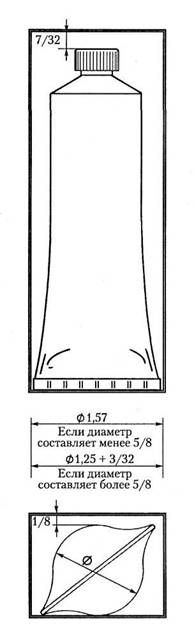
Рис. 6.6. Формула Бристоля-Лунда (Bristol-Lund) используется для расчета наиболее подходящего размера картонной коробки для мягкой тубы (при этом, как правило, соблюдается и правило о недопустимости упаковки, создающей неверные представления о товаре)
В некоторых случаях в целях предотвращения мелких краж необходимо сделать коробку достаточно большой, чтобы ее нельзя было спрятать в руке или положить внутрь другой коробки. По той же самой причине предпочтительнее приклеивать клапаны коробки, так как в противном случае вор имеет возможность вынуть товар и вернуть на полку пустую упаковку.
Хороший внешний вид упаковки в розничной сети определяется прочностью самой коробки, качеством используемого картона и типом печати. Нецелесообразно экономить за счет использования менее качественного материала, который быстро потеряет товарный вид.
После того как будут учтены маркетинговые аспекты, дальнейшее принятие решений о выборе материалов и о конструкции коробки должно осуществляться на основе рассмотрения назначения упаковки и требований к ее себестоимости; анализ отдельных аспектов должен осуществляться поэтапно.
Поскольку разные фабрики выпускают неодинаковый картон, инженеру по упаковке имеет смысл в первую очередь определить маркетинговые и технические требования к разрабатываемой коробке, а затем подобрать тот тип картона, который наиболее им соответствует.

Рис. 6.7. Под влиянием погодных явлений и условий хранения прочность картона может уменьшиться вдвое
Далее необходимо выяснить, будет ли данный материал в наличии в необходимом количестве и в определенный период времени. Так, например, постепенно снимаются с производства тяжелые сорта макулатурного картона толщиной более 30 пунктов (0,8 мм), а также особенно тяжелые сорта сплошного беленого сульфатного картона (SBS), применяющегося в настоящее время только для производства коробок для молока. Другие материалы, например картон толщиной 10 пунктов (0,25 мм), а также гофрокартон профиля Е и F (который иногда применяется для производства складных коробок повышенной прочности), в некоторых регионах достать будет очень сложно. Другим фактором являются погодные условия. Так, например, на жесткость коробочного картона и прочность коробки влияет влажность (рис. 6.7).
Если выбирается макулатурный картон, технологу по упаковке следует подсчитать и затраты на печатную обработку макулатурного картона и изготовление из него коробок, а также учесть возможность того, что производительность упаковочного оборудования будет ниже, так как на более высоких скоростях качество снижается. Кроме того, макулатурный картон может оказаться недостаточно прочным для производства некоторых сложных конструкций, например торцовых фиксаторов и фиксаторов с вставными язычками. В результате может оказаться, что для обеспечения необходимых эксплуатационных характеристик упаковки может потребоваться более толстый сорт макулатурного картона, но в этом случае придется перевозить более тяжелые грузы и использовать транспортные ящики большего размера.
В случаях, когда предполагается, что в ближайшем будущем упаковочные операции будут производиться вручную или на полуавтоматическом оборудовании, желательно оценить долгосрочные перспективы и определить, будет ли в дальнейшем производиться переход на автоматическое оборудование. Так, например, коробка с замковой защелкой на дне идеально подходит для ручной загрузки и не может закрываться на автоматическом оборудовании. Разрабатывать операционные карты, проектировать упаковку и детали фасовочной техники следует таким образом, чтобы при переходе на более сложные технологии не требовалось заменять высечные штампы и печатные формы, а тем более все применяемое упаковочное оборудование.
Себестоимость всегда является важным аспектом, и во многом она определяется выбором конструкции и типа используемого материала. Как правило, любое усовершенствование характеристик картона или улучшение внешнего вида его поверхности приводит к росту себестоимости. Именно в этой сфере технолог по упаковке может оказать важную помощь отделу маркетинга, когда принимаются решения об упаковке товара. Здесь не существует каких-либо непреложных правил, и окончательный выбор делается на компромиссной основе. С помощью данных табл. 6.3 можно принять решение о том, следует ли использовать картон с внутренними слоями из вторичных материалов или состоящий исключительно из первичных волокон.
Таблица 63. Сравнение характеристик картона из первичного материала и картона с внутренними слоями из другого (переработанного) материала
| Характеристики | Сплошной беленый сульфатный картон | Картон с внутренними слоями из вторичных волокон |
| Деформация стенок (вспучивание) | При открывании коробки стенки деформируются из-за меньшей жесткости в продольном направлении | Жесткость в продольном направлении выше |
| Рилевка | Линии рилевки держатся надежно | Линии рилевки со временем теряют форму |
| Ползучесть | Небольшие темпы ползучести; меньше проявляется усталость при сжатии | Высокая скорость ползучести; большая усталость при сжатии |
| Склеивание | Требуется дорогостоящий синтетический клей | Допустимо использование недорогого декстринового клея |
| Равномерность обработки | Более равномерная машинная обработка | Обрабатывается менее равномерно |
После того как будут рассмотрены все эти вопросы, учитывается такой важный фактор, как экономическая эффективность. Хотя экологической безопасности в последнее время уделяется достаточно большое внимание, большинство специалистов по упаковке согласны с тем, что выбор всегда делается в пользу наиболее функционального и самого экономичного варианта.
Разработчику упаковки необходимо сотрудничать с дизайнером компании-производителя, поставляющей коробки. В последнее время наблюдается стремление к определению технических характеристик по взаимному согласию поставщика и заказчика; план разработки коробки тоже делается приемлемым для обеих сторон. Поставщики материалов и производители упаковки знают, что для этого требуется много времени, но эти усилия вполне оправданы.
Основными моментами, которые необходимо указать в технических характеристиках складных картонных коробок, являются:
• размеры;
• используемые материалы;
• схема рилевки.
Размеры всегда приводятся в следующем порядке: длина, ширина, глубина; измеряются они от середины одной линии рилевки до середины другой. Длина измеряется вдоль шарнирного соединения крышки, ширина - от шарнирного соединения до подгибаемого клапана, а глубина - параллельно клеевому клапану. В случае сложной конструкции имеет смысл представить подробную схему.
Необходимо точно указать толщину картона, его плотность, покрытие и глянец. Приводятся характеристики как лицевой, так и оборотной поверхности, например: белый картон с машинным мелованием, серый картон, перегибоустойчивый коробочный картон и т. п. Обязательно указывается и тип печати. Все цвета и оттенки должны обозначаться с помощью стандартных систем кодирования или представляться в виде образцов; кроме того, указываются допустимые отклонения от установленных стандартов. Если необходимо использование глянцевых красок или лакирование всей поверхности коробки или ее отдельных участков, то это следует указать в технических характеристиках. Необходимо подробно оговорить, какие методы выборочного контроля будут приниматься, а также уровень качества, требуемый при приемочном контроле.
При разработке конкретной упаковки в первую очередь следует установить внутренние размеры контейнера, определяемые величиной упаковываемой продукции. Длина каждого размера немного увеличивается — как правило, на величину от 1/32 до 1/16 дюйма (от 0,8 до 1,6 мм), — чтобы между ним и коробкой был зазор. Затем выбирается толщина картона; чаще всего используется материал толщиной 18 и 20 пунктов (0,457 и 0,51 мм). Чтобы убедиться в правильности выбранных размеров, на этом этапе желательно сделать образец упаковки.
На большинстве крупных предприятий, производящих картонные коробки, и даже на некоторых упаковочных предприятиях имеется конструкторское бюро; работа
осуществляется на компьютере. С помощью системы автоматизированного проектирования и графического планшета делается схема критических точек чертежа коробки, которые затем вводятся в базу данных. После этого компьютер соединяет эти точки линиями. К компьютеру подключен плоттер, который переносит полученный чертеж на лист картона или винилового пластика. Если изображение наносится на картон, то с помощью того же плоттера может быть с точным соблюдением технических условий выполнена рилевка и высечка заготовки. Затем образец оценивается как упаковочным предприятием, так и поставщиком коробок, и получает их одобрение.
Если плоттер наносит изображение на винил, то можно выполнить печать макета на прозрачной пленке из полиэстера, который потом используется в качестве монтажного листа для обеспечения правильного расположения изображений относительно деталей коробки.
На небольших упаковочных предприятиях предпочтительнее делать образцы вручную. Волокна картона почти всегда располагаются горизонтально, то есть проходят вокруг по сторонам коробки, перпендикулярно к основным линиям рилевки; такое направление волокон помогает избежать деформации (вспучивания) по верхнему краю и помогает остаться плоскими основным сторонам (рис. 6.8).
Чтобы сделать образец коробки, развертку вырезают по контуру ножницами или ножом, а линии рилевки наносят, положив заготовку лицевой стороной вниз на длинный отрезок рилевочной линейки, которую может предоставить поставщик коробок. Эта стальная линейка закрепляется на деревянной подставке закругленным краем вверх. Заготовка прижимается к рилевочной линейке сверху с помощью бруска с раздвоенной поверхностью, которым проводят по картону вдоль проведенных карандашом линий. Брусок делается из твердой древесины; на его торцовой поверхности делается желоб шириной 1/16 дюйма и глубиной 1/32 дюйма (1,6 на 0,8 мм). Таким образом вдоль линий рилевки образуется валик, нарушающий жесткость коробочного картона в этой зоне, благодаря чему становится возможным выполнить аккуратные сгибы (см. рис. 6.9).

Рис. 6.8. Волокна картона чаще всего идут в направлении вокруг коробки, перпендикулярно основным линиям рилевки. Благодаря этому материал обладает большей жесткостью в промежутке от одной линии рилевки до другой. Отогнутые края обеспечивают жесткость в противоположном направлении

Рис. 6.9. Картон сгибается по направлению от линии рилевки. Валик, образованный с помощью желобка рилевочно-высекального пресса, обрывает связь между слоями бумаги. Когда лист сгибается, картон на линии сгиба расслаивается и выступает наружу в форме валика, тем самым уменьшая нагрузку, воздействующую на внешний слой картона. Если бы этого не произошло, внешняя поверхность разорвалась бы
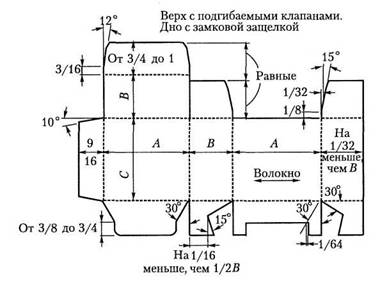
Рис. 6.10. Основные размеры (в дюймах) на примере развертки типичной складной коробки. Общих стандартов не существует, и количество выпускаемых разновидностей достаточно велико
Далее, если речь идет о клееной коробке, то независимо от того, каким способом был сделан образец, заготовка складывается, наносится клей, и затем коробку укладывают в плоском положении под груз и выдерживают до высыхания клея. При условии правильного выполнения высечки и рилевки стороны должны расположиться точно под прямым углом друг к другу, а клапаны, образующие торцовые стенки и фиксирующие их, засовываются в прорези или встают в необходимое положение без излишнего трения. В редких случаях приходится подрезать края или наносить новые линии рилевки для обеспечения более правильной сборки. Затем этот образец может использоваться для проверки того, насколько подходят первоначально выбранные размеры коробки, то есть располагается ли в ней содержимое так, как это рассчитывалось. Наиболее распространенные размеры можно найти на рис. 6.10; точная терминология для описания деталей картонной коробки приводится на рис. 6.11.
Если коробки испытываемого типа предназначены для обработки на автоматическом оборудовании, то необходимо, чтобы поставщик коробок изготовил вырубной штамп. Следует сделать как минимум 500 образцов, которые склеиваются на промышленной склеивающей машине; они испытываются на оборудовании для производства коробок. Печать на образцах выполнять не обязательно, но они должны изготовляться из соответствующего материала.
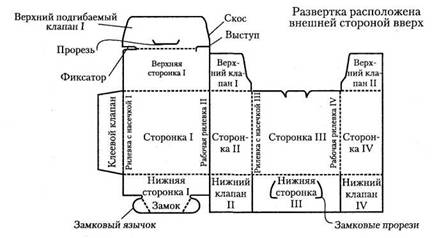
Рис. 6.11. Чтобы обеспечить взаимопонимание с предприятиями-поставщиками, детали складных картонных коробок следует называть правильно
В настоящее время появляется все большее число разнообразных прикладных программ, и изображения для коробок все чаще подготавливаются на компьютере. При использовании системы автоматизированного проектирования разработка конструкции коробки может проводиться совместно с работой над печатным изображением, и таким образом сразу — в соответствии с точными техническими условиями — разрабатывается упаковка в целом. Тем не менее не следует использовать компьютерные распечатки в качестве образца для подбора цвета при выполнении печати. Система получения пробных оттисков, используемая для утверждения образца отпечатка и используемой краски, должна максимально соответствовать выбранной технологии печатного процесса, так как методы печати сильно отличаются.
На небольших предприятиях и в типографиях, где упаковка изготовляется вручную, подготавливается пробный отпечатанный лист. Такой лист, отпечатанный со штампа, позволяет проверить, правильно ли располагается печать на каждой стороне картонной коробки.
Картонные коробки должны упаковываться в прочные транспортные ящики, в которых должно оставаться около 15 % свободного пространства, для того чтобы не повредить сгибы с насечкой. Если коробки будут упакованы слишком плотно, то противоположные стороны окажутся прижатыми друг к другу, тогда как предпочтительнее, чтобы они слегка выгибались наружу, так как это облегчает открывание коробки перед фасованием. Небольшие коробки предпочтительно упаковывать на лотках, но в крупных ящиках содержимое достаточно просто разделить листами картона. Все коробки в укладке должны быть уложены в одном направлении, что особенно важно, если сборка будет осуществляться с помощью автоматического оборудования. Транспортные ящики для этих целей изготовляют обычно из гофрокартона; они должны быть достаточно прочными и выдерживать штабелирование высотой 5-6 футов (от 1,5 до 1,8 м) без деформации. Нежелательно хранить склеенные и собранные коробки в течение более 6 мес., так как картон может коробиться или затвердевать.